

Method of bonding a lenticular lens sheet to plastic objects and objects made from same
a technology of lenticular lens and plastic objects, which is applied in the field of plastic container and object manufacturing, can solve the problems of high temperature, deformation or ruination of ink, and achieve the effect of high quality and efficient and economical
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
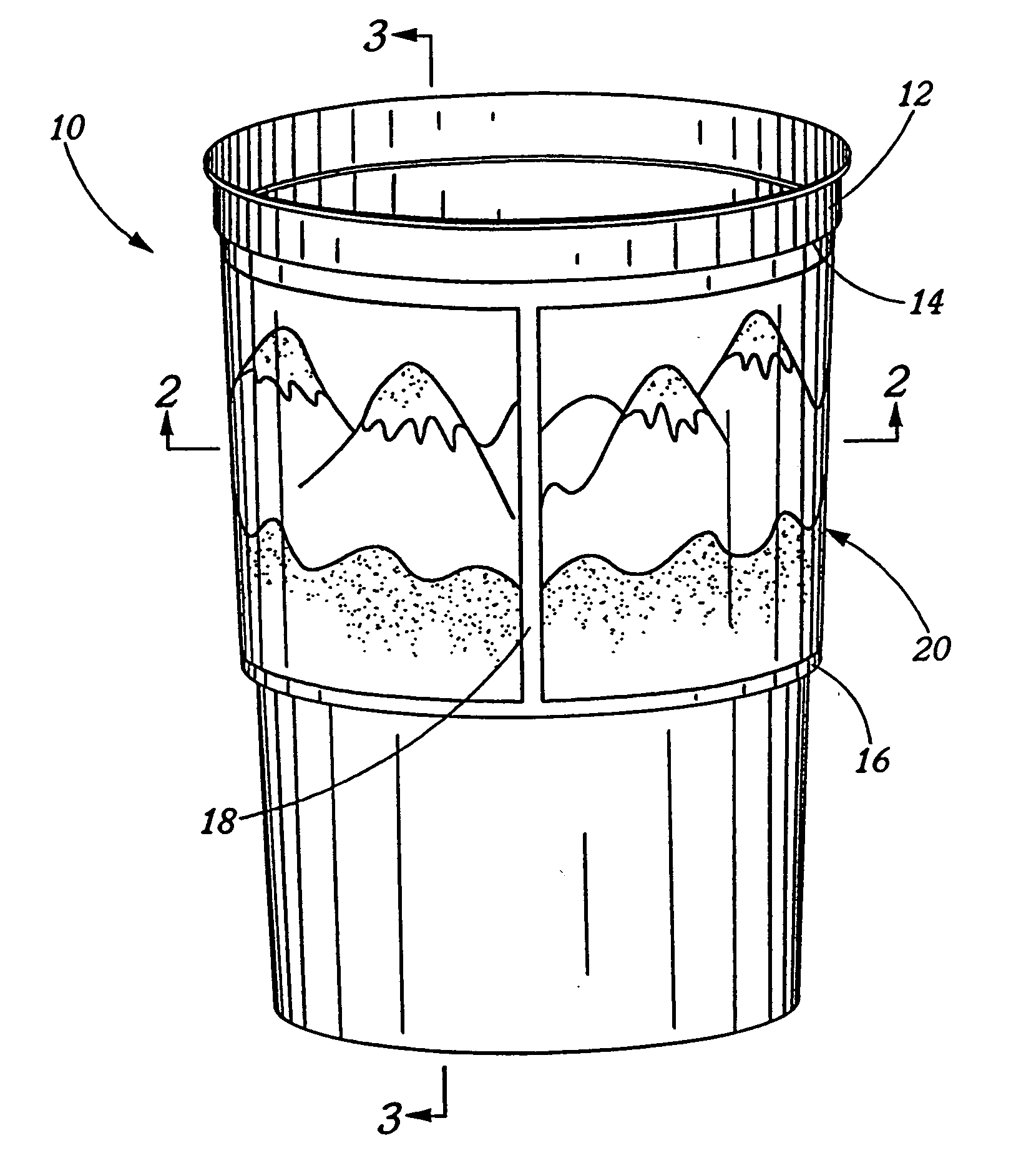
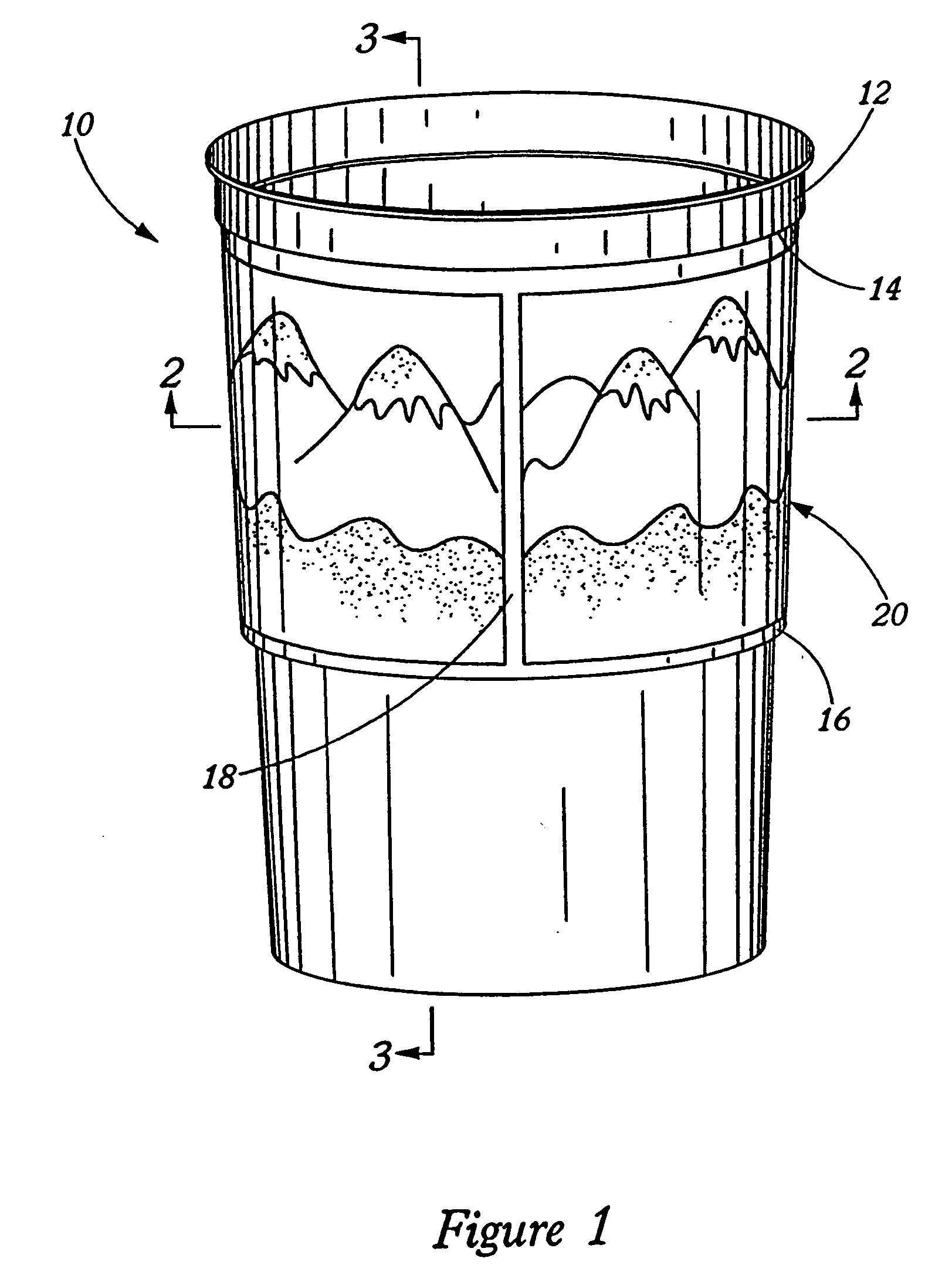
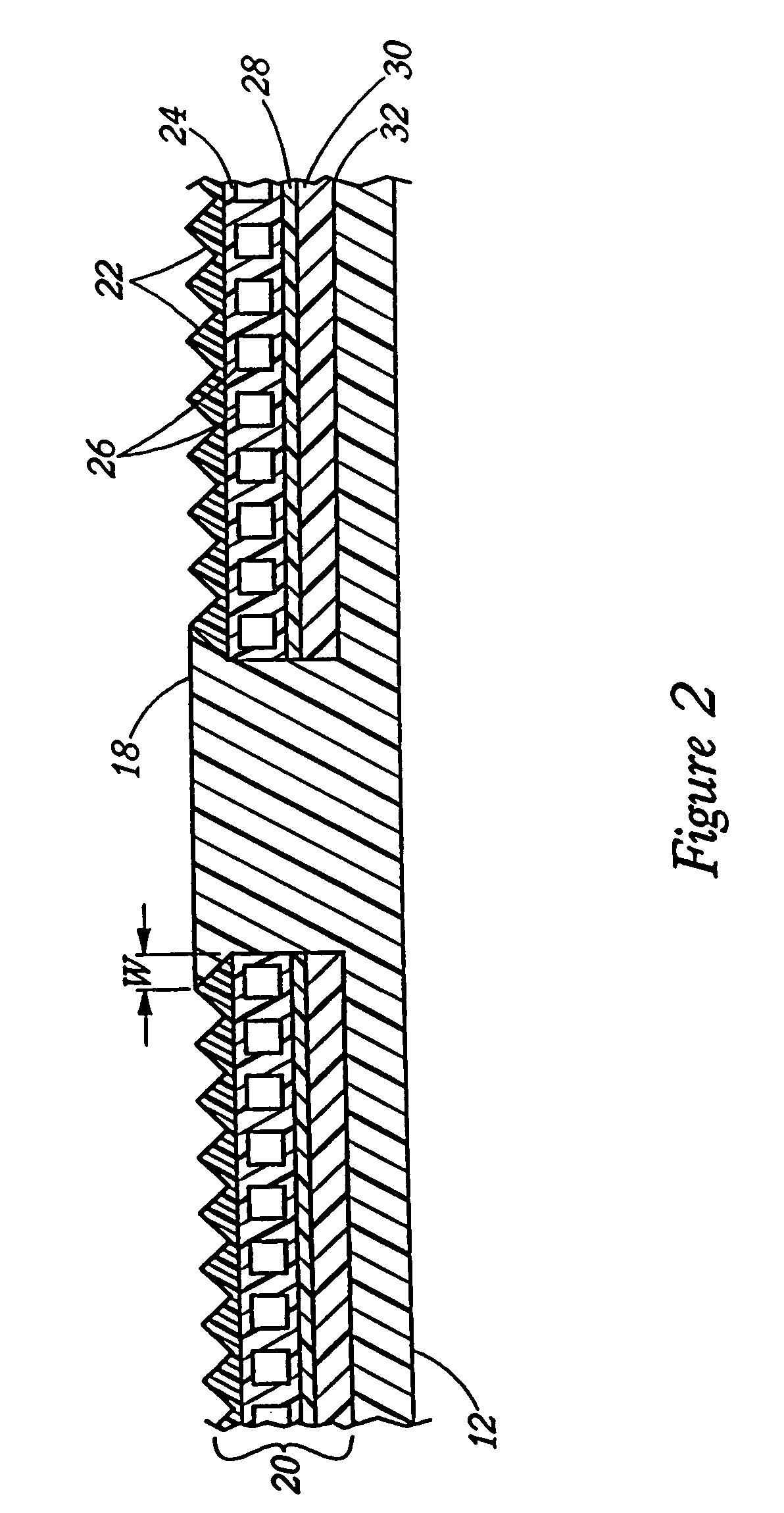
[0024] With the above summery of the invention in mind, the following description discusses the inventive plastic objects according to the invention that have an integral image visible due to a Lenticular insert that is uniquely included as an integral part of the plastic object. The discussion concentrates on the structural and other benefits and features of a container having a Lenticular insert in an outer wall, but, it should be understood that many other objects will similarly benefit from the addition of a Lenticular insert and are considered within the scope of the invention. From the discussion of features of a container fabricated according to the invention, the discussion proceeds to a full discussion of the method of fabricating plastic objects having a Lenticular insert integrally bonded to the plastic that forms the body, walls, or some other portion of the object. Again, the discussion will specifically explain the steps in fabricating a container with a Lenticular ins...
PUM
| Property | Measurement | Unit |
|---|---|---|
| temperature | aaaaa | aaaaa |
| temperature | aaaaa | aaaaa |
| temperature | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More