

Magnesium die casting system
a magnesium die casting and magnesium alloy technology, applied in the field of magnesium die casting systems, can solve the problems of reducing the production efficiency of magnesium alloy casting, and reducing so as to reduce the operating cost of the system, prevent the exposure of re-melted materials, and reduce the amount of cover gas needed
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
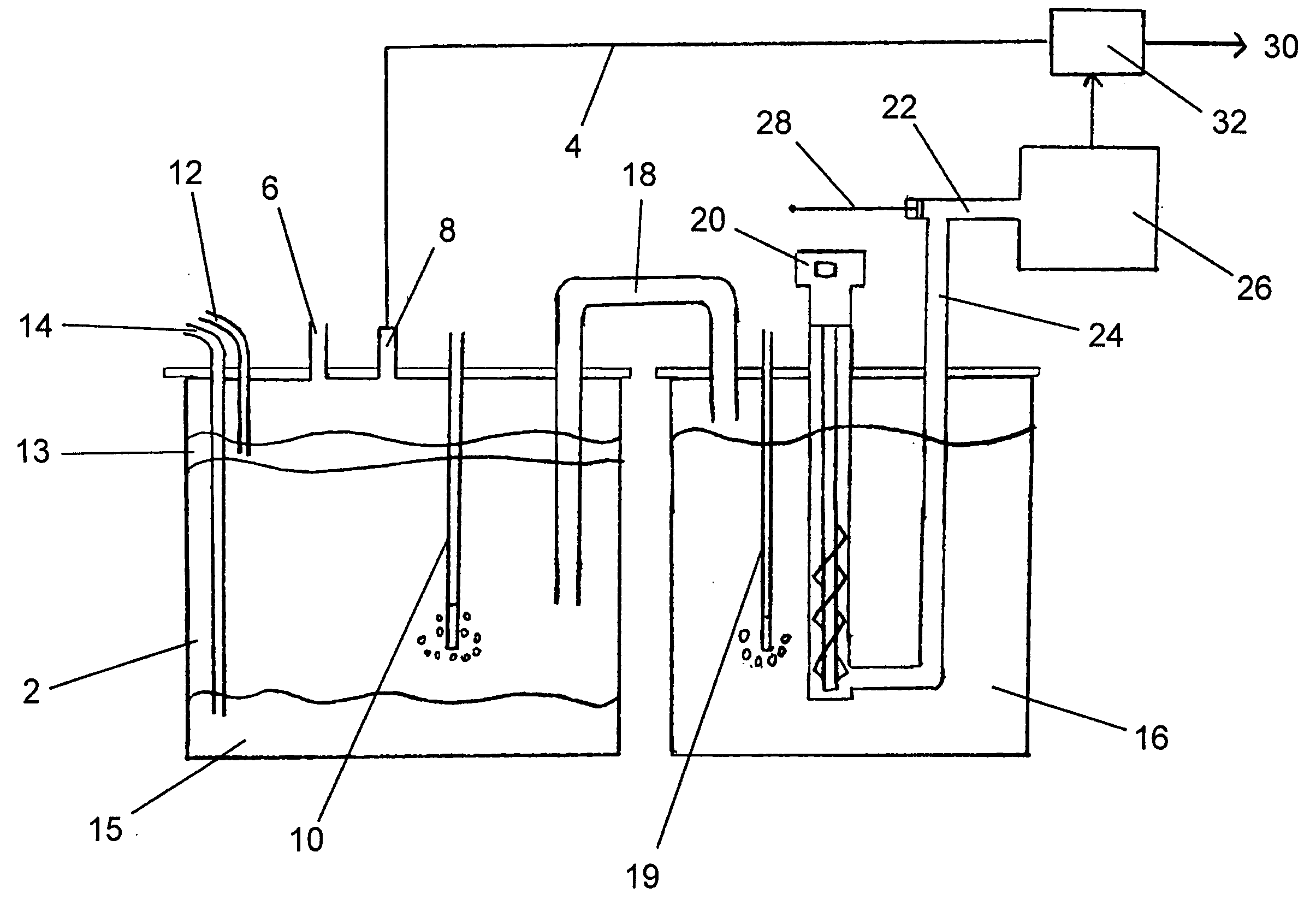
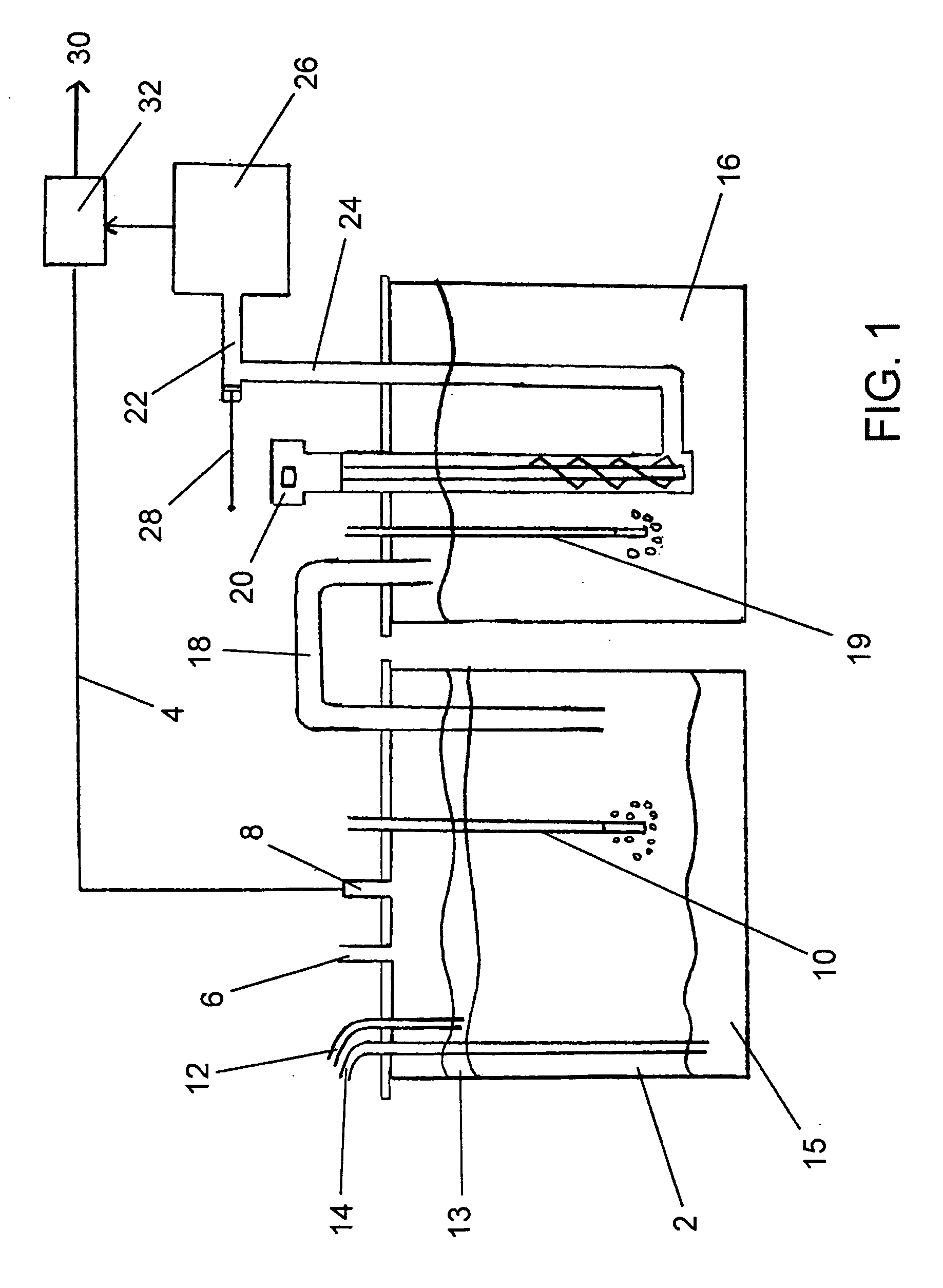
[0037] With reference to FIG. 1 the in-line re-melt system is described. The re-melt furnace has a scrap opening 8 for feeding of scrap material by the robot. A virgin opening 6 is also provided to allow feeding of pre-heated virgin magnesium material for mixing with the re-cycled material. Both feeding operations are performed without introducing contaminants, such as gases, that might adversely affect the metal purity. Sparging with inert gases is performed using a sparger 10 situated within the furnace. Impurities are stratified within the re-melt furnace to create at least three regions. Light weight impurities, such as oxides, float to the top region 13. Heavy impurities, such as sludge, sink to the bottom region 15. A clean region 2 is maintained between the top and bottom regions. The stratified impurities are withdrawn from the top region 13 using top withdrawal tube 12 and from the bottom region 15 using bottom withdrawal tube 14. Impurities are withdrawn in either a contin...
PUM
| Property | Measurement | Unit |
|---|---|---|
| cycle time | aaaaa | aaaaa |
| time | aaaaa | aaaaa |
| cycle time | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More