[0018]By means of the embodiments according to the invention, in comparison to the prior art, optimized modeling of the web
tension control circuit that is the basis of a processing machine can be attained, and based on that, controller parameters can be determined. By the inventive combination of taking into account both machine parameters and web of material parameters and constant and / or speed-dependent idle times, good results can be attained in many ranges. For instance, a speed-dependent
idle time typically has a major influence at low speeds, and its influence decreases as the web of material speed increases. However, precisely in this speed range, the influence of constant idle times is especially disruptive, since by definition they do not display any speed dependency, and thus in these speed ranges the
system performance can dominate. Besides, the web of material parameters such as the modulus of elasticity, cross section (thickness and width) or
mass per unit of surface area, the reaction of the controlled
system to a control event, and therefore taking these parameters into account improves the control still further. The
control circuit modeled by taking these variables into account can be used for determining the controller parameters automatically by means of conventional methods. Thus the controller parameters are optimally adapted to the fundamental processing machine, and manual input by a user can be dispensed with. Hence this precludes a significant source of error in the machine setup.
[0024]Expediently, the at least one controller parameter is determined as a function of a control deviation and / or a change in set-point and / or a predetermination of a machine status. This dependency can for instance have an influence on the design criterion or the weighting factor described above. Because of the fact that in normal operation of a corresponding machine, as a rule no further changes in the set-point value should occur, in practice optimization to the disturbance rejection performance, that is, an action in performance to changes in the actual value or in the event of interference variables involving the controlled system, is often parametrized. In the case of optimizing controller parameters with regard to the disturbance rejection performance, however, the control behavior in reaction to changes in the guide variable (set-point value) by the then-selected parametrizing of the controllers is not optimal. This can lead to reduced dynamics or to a tendency of the
control circuit to oscillate. In effect, this means that upon optimization to the disturbance rejection performance, in which disturbances are supposed to be eliminated as optimally as possible, the consequence can be substantially poorer system performance (for instance, a tendency of the system to oscillate) in the guide performance. For instance, the setup process for a
printing press can be named. During this process, set-point values are typically changed by a user of the machine, and the outcome is made accessible to the user by observation or measurement at the controlled system. During the setup, relatively major adjustments often have to be made in proportion to the later operation of the machine. Optimizing to the disturbance rejection performance often means a long
waiting time until the change in set-point value made appears stable after the transient effects at the system output have ended, or in other words becomes
observable. In the later course of the machine, the set-point value changes are usually rather limited or of reduced dynamics, so that the duration of the transient effects is of rather subordinate relevance. Therefore, depending on the machine status, different controller settings may be advantageous.
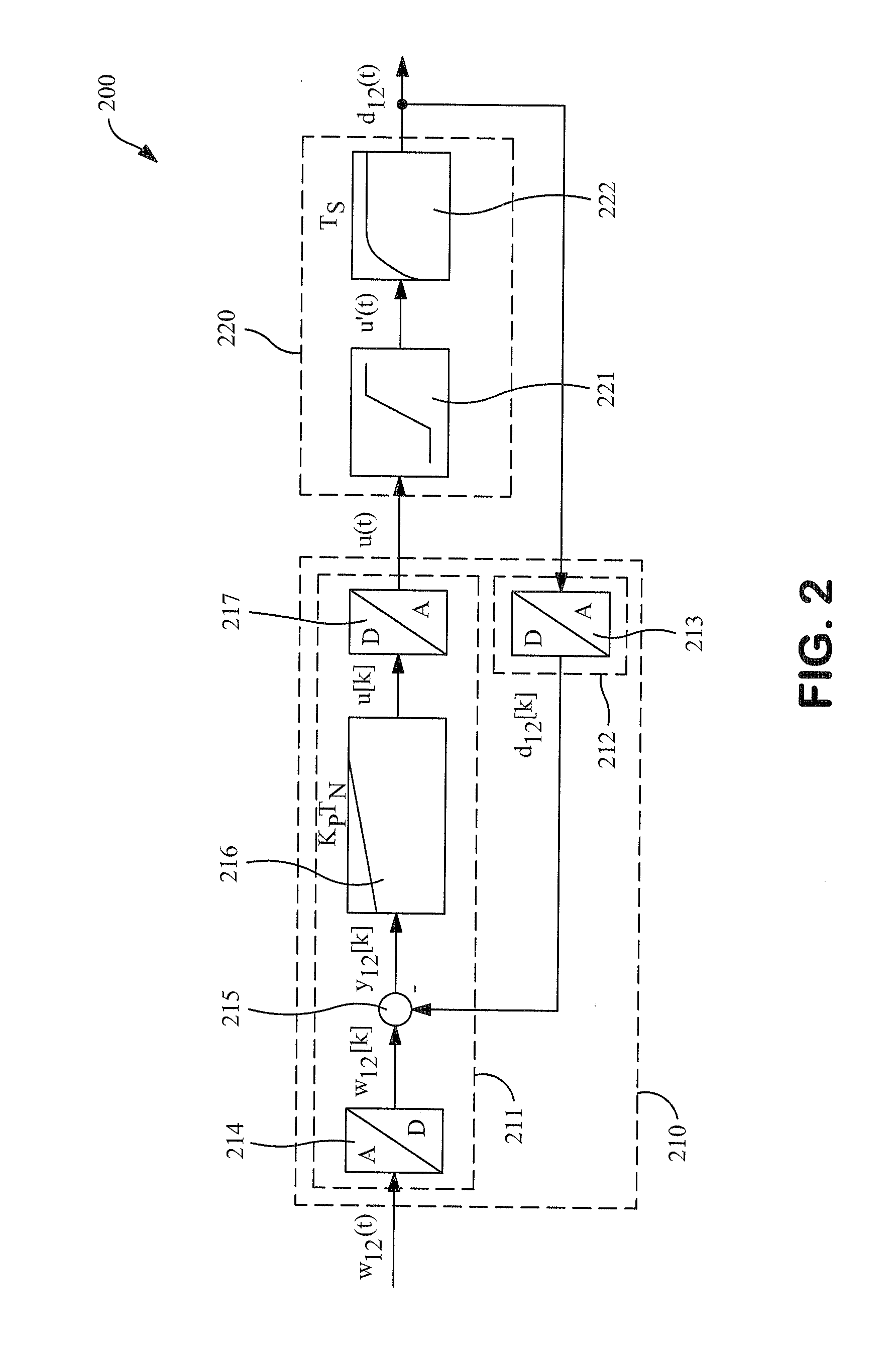
[0029]It is an attractive option to model this
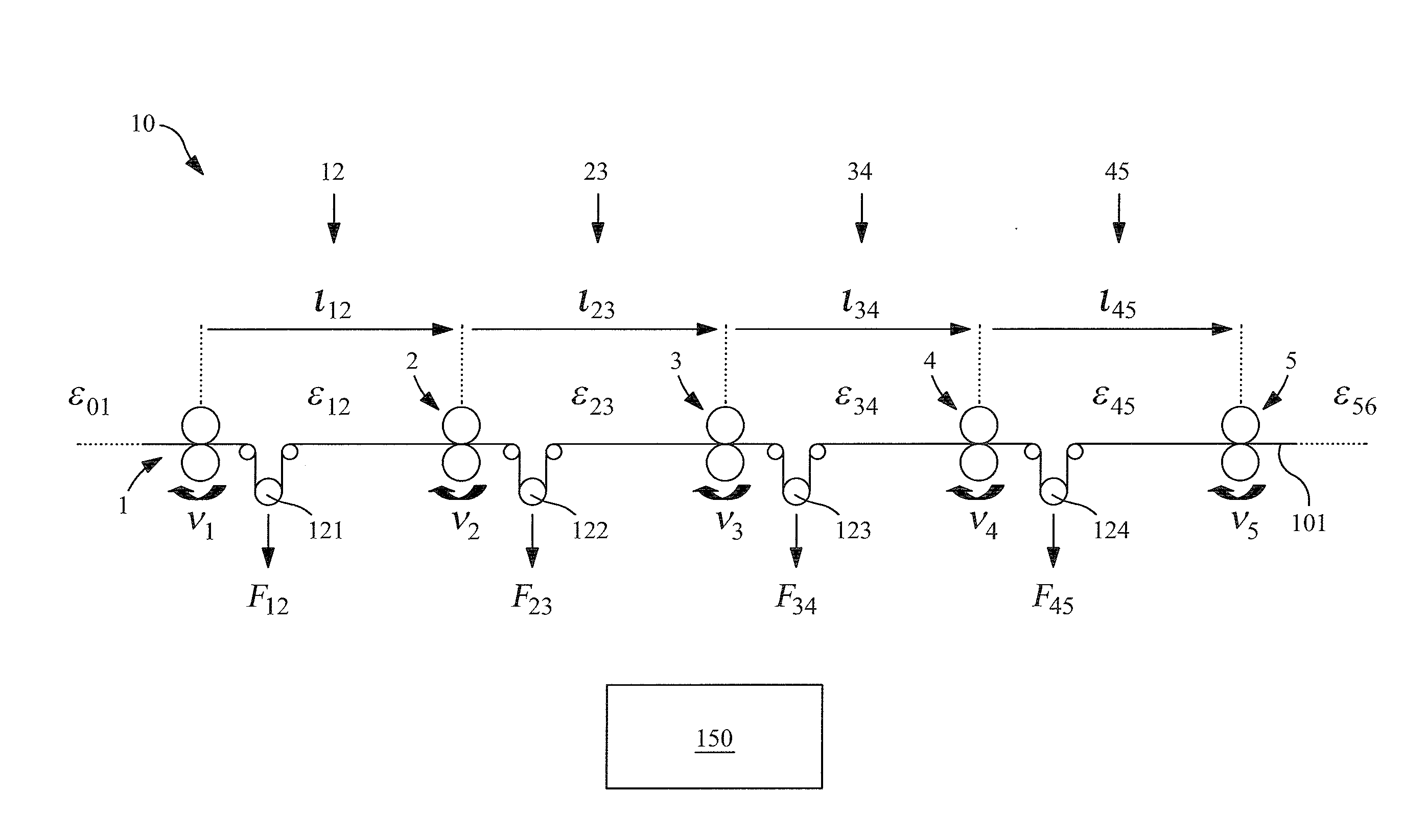
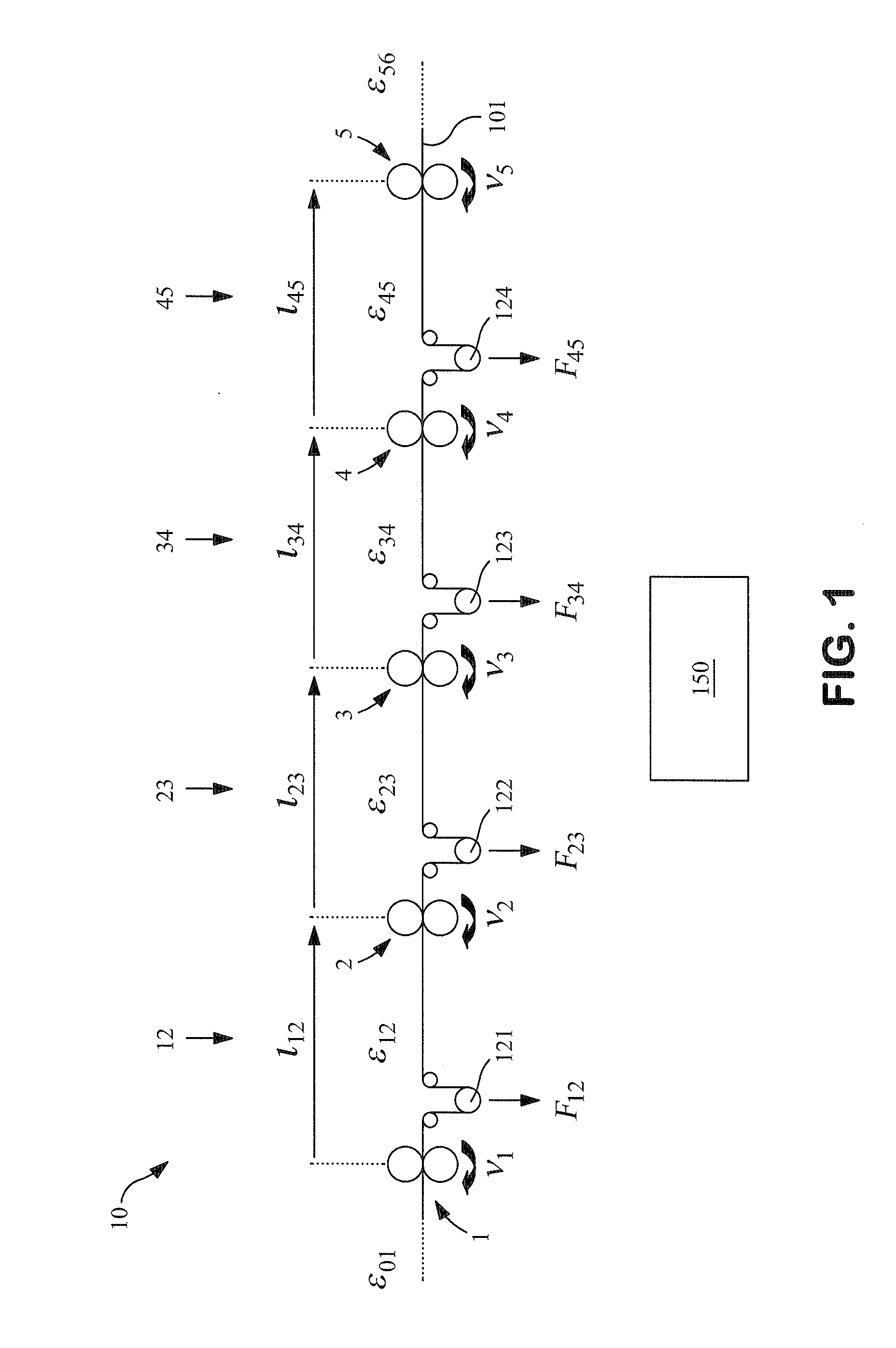
control circuit element as a PT1 element, for instance. In this way, all the idle times taken into account can be taken into account as a total time inside the control circuit, which particularly simplifies the modeling of the control circuit. Depending on the embodiment of the invention, the total
time element thus includes a web of material speed, a
segment length, or in other words the length between two clamping points, a
data transmission time from a sensor to a computation unit, a measurement time of a sensor, and / or a computation time of a computation unit. This embodiment of the invention offers the
advantage that all the variables involved are either geometric or physical parameters of the processing machine, which have to be determined only a single time, or parameters such as the web speed, which are known within the machine or can easily be determined. The total time can be used especially simply for determining the at least one controller parameter.
[0030]It is an attractive option to perform the determination of the at least one controller parameter as a function of a family of characteristic curves. As has already been explained above, only a few changing variables enter into the modeling as a parameter, while conversely many variables are fixed, such as spacings, constant idle times, and so forth. For this reason, it is an attractive option to furnish families of characteristic curves as a function of the changing variables, such as the web speed, which families of characteristic curves can be stored in memory, for instance in a memory device of the computation unit. In this way, the automatic parametrizing of the controllers can be speeded up significantly.
[0032]Implementing the method in the form of
software is also advantageous. This makes especially low costs possible, especially if a computation unit performing the method is used for other tasks as well as is therefore already present. Suitable data media for furnishing the
software are in particular diskettes, hard drives, flash drives, EEPROMs, CD-ROMs, DVDs, and many more. Downloading a program via computer networks (Internet,
intranet, etc.) is also possible.



 Login to View More
Login to View More  Login to View More
Login to View More