Method and equipment for producing steel-plastics composite tube with two layers of polymer layer
A technology of steel-plastic composite pipe and polymer layer, which is applied in the direction of tubular objects, other household utensils, household utensils, etc., can solve the problem that the interface is not easy to be firmly bonded and compounded, and achieve high bearing pressure, strong corrosion resistance, and pressure bearing The effect of high ability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
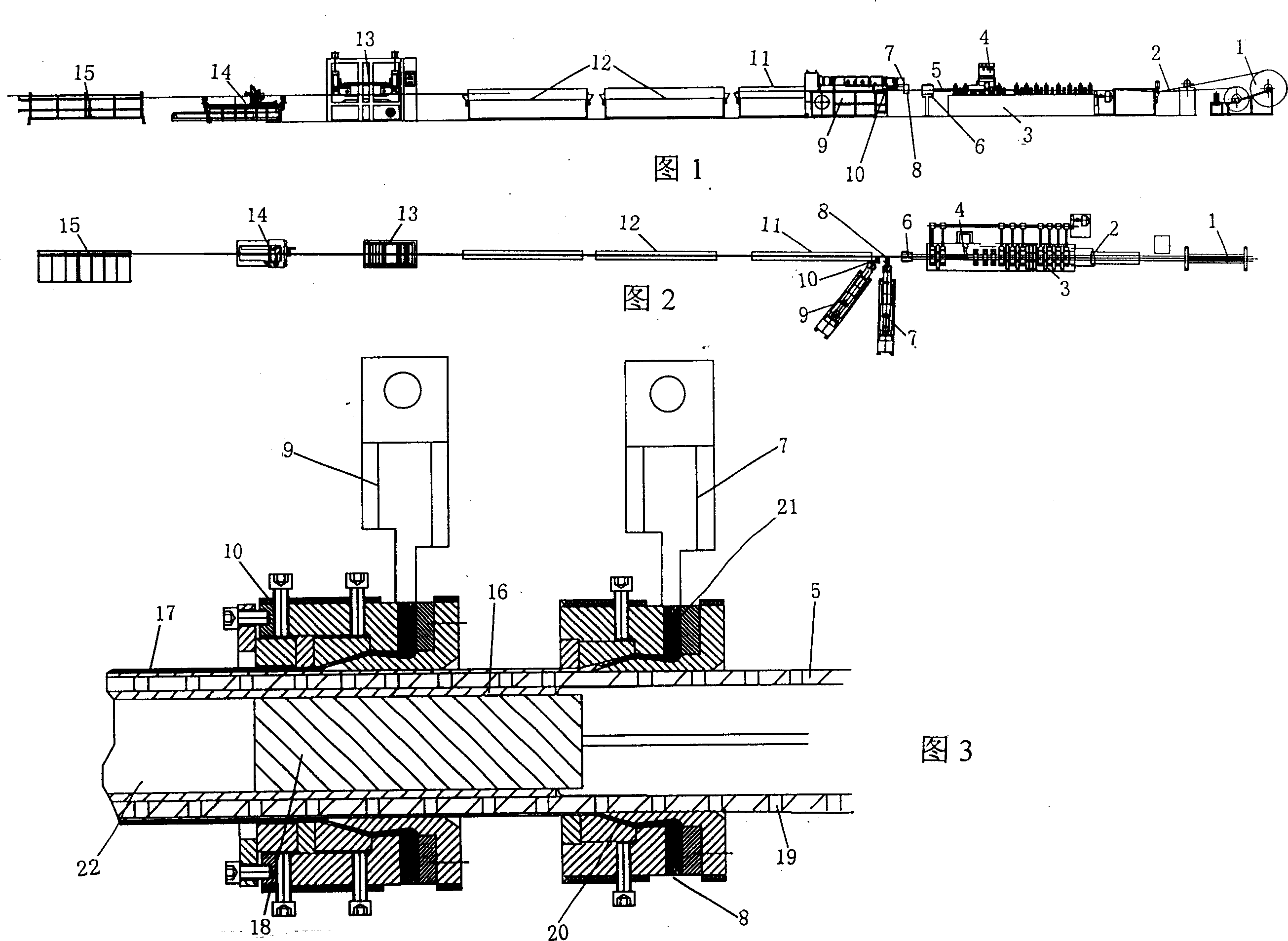
[0026] Fig. 1-Fig. 3, have provided the apparatus diagram of embodiment 1 of the present invention. Referring to Fig. 1 and Fig. 2, an unwinding machine 1 with perforated steel strip 2, a cylindrical perforated steel skeleton forming mechanism 3, a cylindrical perforated steel skeleton welding mechanism 4, and a welded forming are arranged in sequence according to the composite pipe forming process The tubular perforated steel frame 5, the heater 6 of the cylindrical perforated steel frame 5, the extruder 7 covering the polymer layer of the perforated steel frame, the extrusion die head of the polymer layer coated with the perforated steel frame 8. Outer layer extruder 9, outer layer extrusion die head 10, composite pipe cooling calibrating box 11, composite pipe spray cooling water tank 12, composite pipe tractor 13, cutting machine 14, pipe stacking rack 15.
[0027] Referring to Fig. 1, Fig. 2 and Fig. 3, the perforated steel strip 2 with the opening 19 is welded by the wel...
Embodiment 2
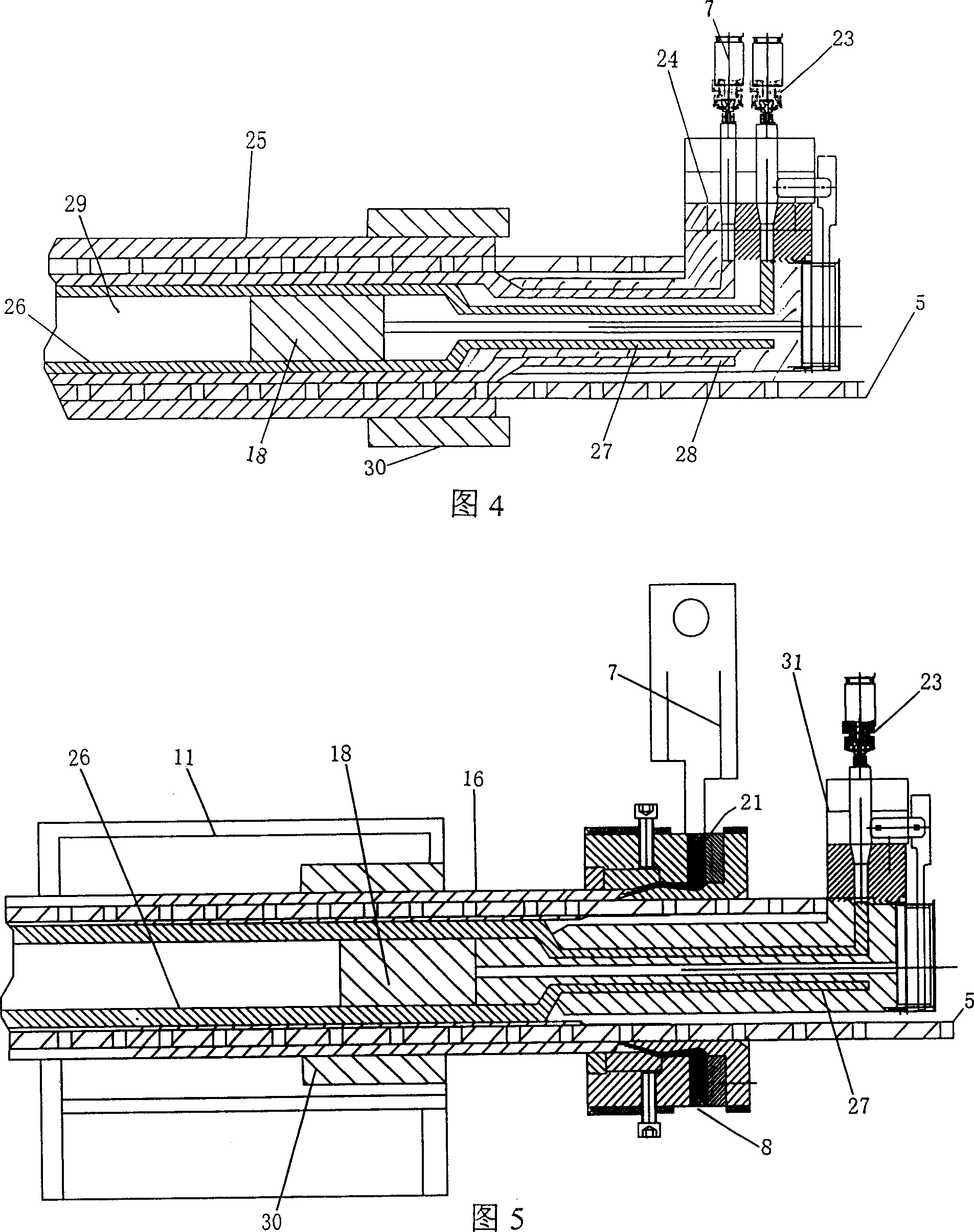
[0029] Figure 4 shows the layout of the extrusion die in the device of Example 2 of the present invention. Embodiment 2 is basically the same as Embodiment 1. The difference is that the inner layer runner 27 and the skeleton cladding layer runner 28 of the co-extrusion die head 24 that extrudes the cladding layer 25 of the composite skeleton 5 and the inner layer tube 26 extend into the inner cavity of the cylindrical metal skeleton. Yes, the polymer with polar groups extruded by the extrusion die arranged in the inner cavity of the cylindrical metal skeleton and its flow channel passes through the holes of the cylindrical metal skeleton to coat the skeleton to form the tube wall 25 (that is, the skeleton 5 cladding layer), the polymer continuum extruded by the extrusion die arranged in the inner cavity of the cylindrical metal skeleton and its flow channel does not pass through the cylindrical metal skeleton, under the joint action of the outer molding cavity 30 The polyethy...
Embodiment 3
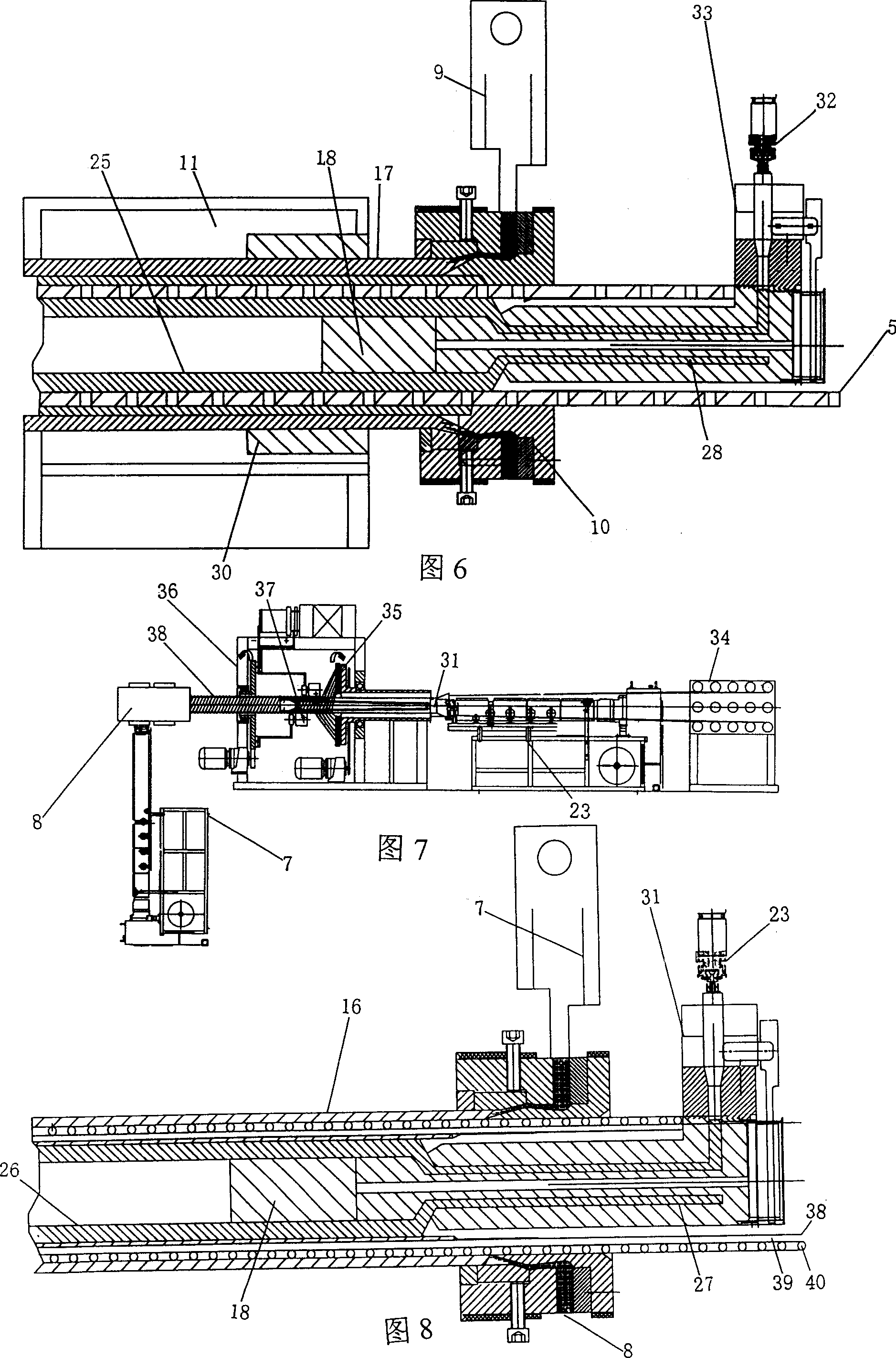
[0031] Figure 5 shows the layout of the extrusion die in the device of Example 3 of the present invention. Embodiment 3 is basically the same as Embodiment 1. The difference is that the polymer 21 with polar groups extruded by the extruder 7 covering the perforated steel skeleton polymer layer passes through the flow channel and molding cavity of the extrusion die 8 to pass the polymer 21 through the cylindrical metal The hole 19 of the skeleton covers the skeleton to form the pipe wall 16 (i.e. the cladding layer of the skeleton 5), and the polymer continuum extruded by the inner layer extruder 23 passes through the inner layer extrusion die 31 on the formed pipe wall On the inner layer of 16, compound one deck polymer 26 again. In Embodiment 3, the outer molding cavity 30 is installed in the cooling calibrating box 11 .
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com