

Friction welding machine closed loop control device
A technology of closed-loop control and friction welding machine, which is applied in the direction of electrical program control, program control in sequence/logic controller, manufacturing tools, etc. It can solve the problems of inability to perform real-time closed-loop control, reduce the number of valves used, and high probability of failure, etc. problem, achieve the effect of low hardware cost, reduce the number of use, and reduce the failure rate
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
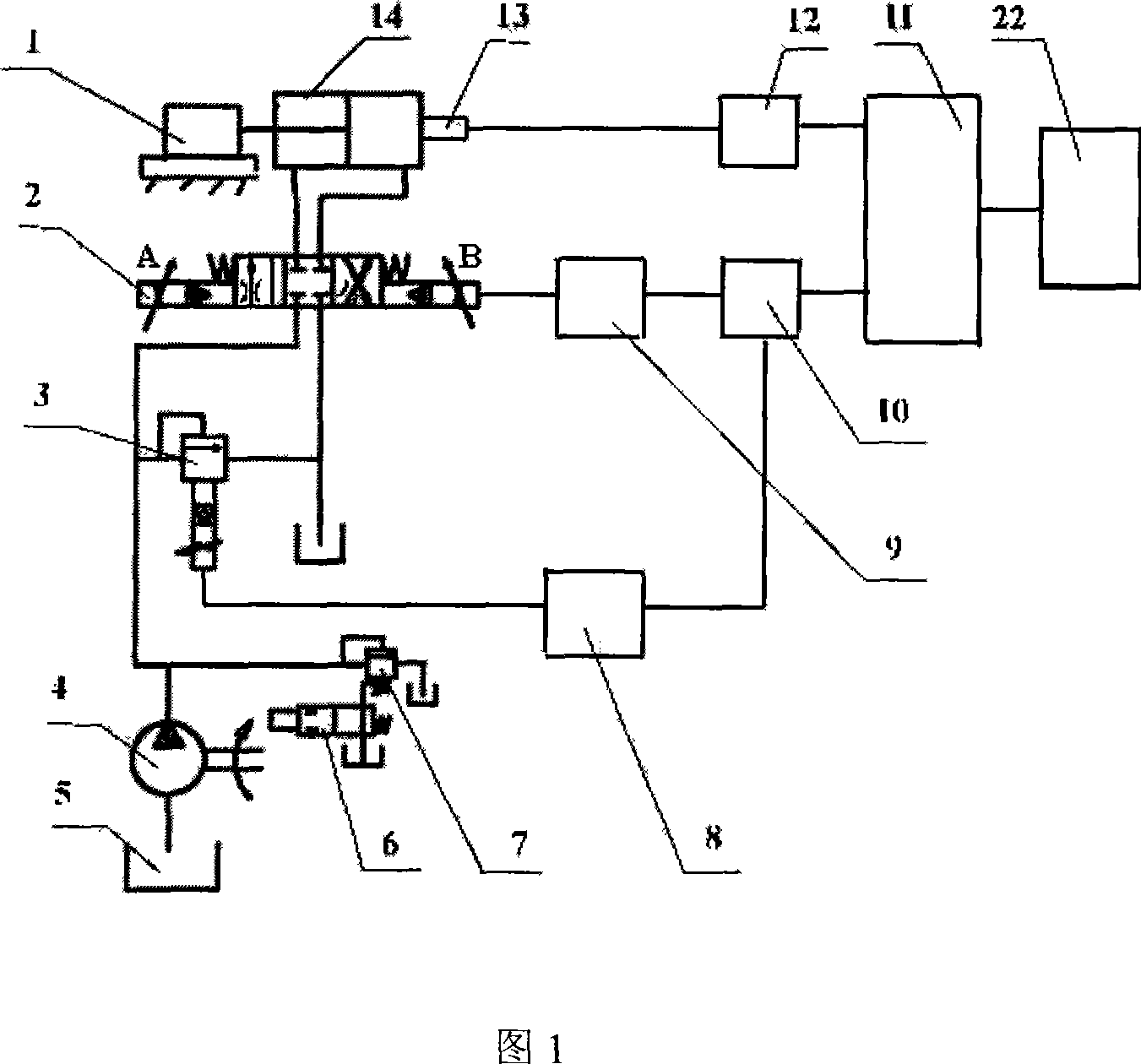
[0012] Referring to Fig. 1, the pressure value of the oil cylinder 14 of the drag slide 1 is converted into an analog signal of current or voltage by the pressure sensor 13, converted into a digital signal by the AD module 12 and sent to the PLC controller 11 for comparison with the set value. The set value is transmitted to the PLC controller 11 by the man-machine interface module 22 . The PLC controller 11 performs error calculation, and then converts the output digital value into a voltage value through the DA module 10 to control the output current of the A power amplifier board 8, and the output current of the A power amplifier board 8 adjusts the proportional solenoid on the electro-hydraulic proportional overflow valve 3 The electromagnetic force of the iron is used to control the overflow pressure of the proportional overflow valve 3 to realize the pressure control of the axial force cylinder 14. Simultaneously, the PLC controller 11 accepts the direction and speed ins...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More