

7A04 aluminum alloy casing body parts multi-functional die forging technique and mold
A multi-directional die forging, aluminum alloy technology, applied in the direction of manufacturing tools, metal processing equipment, forging/pressing/hammer devices, etc., to achieve the effect of improved plastic forming performance, small allowance and tolerance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
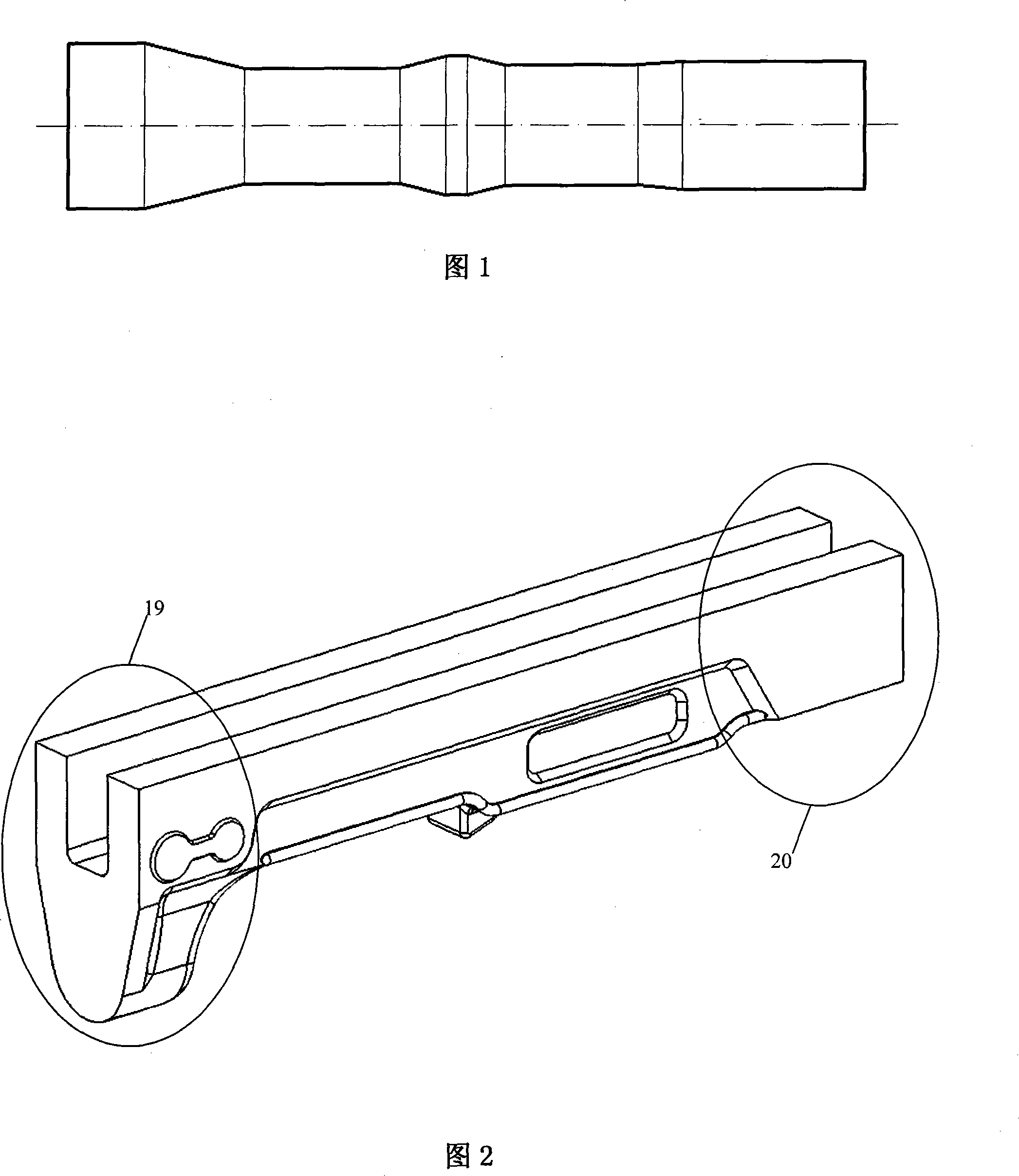
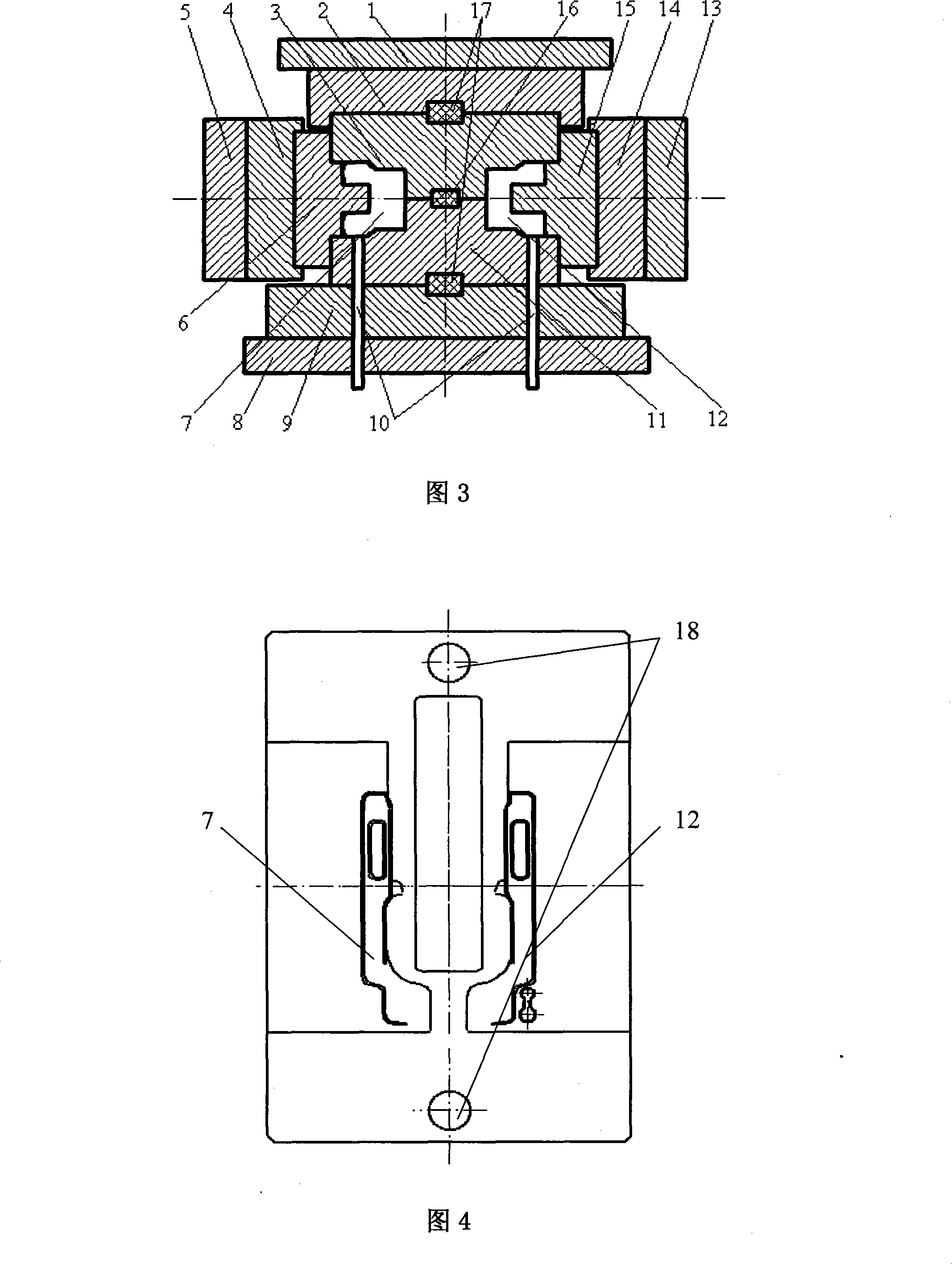
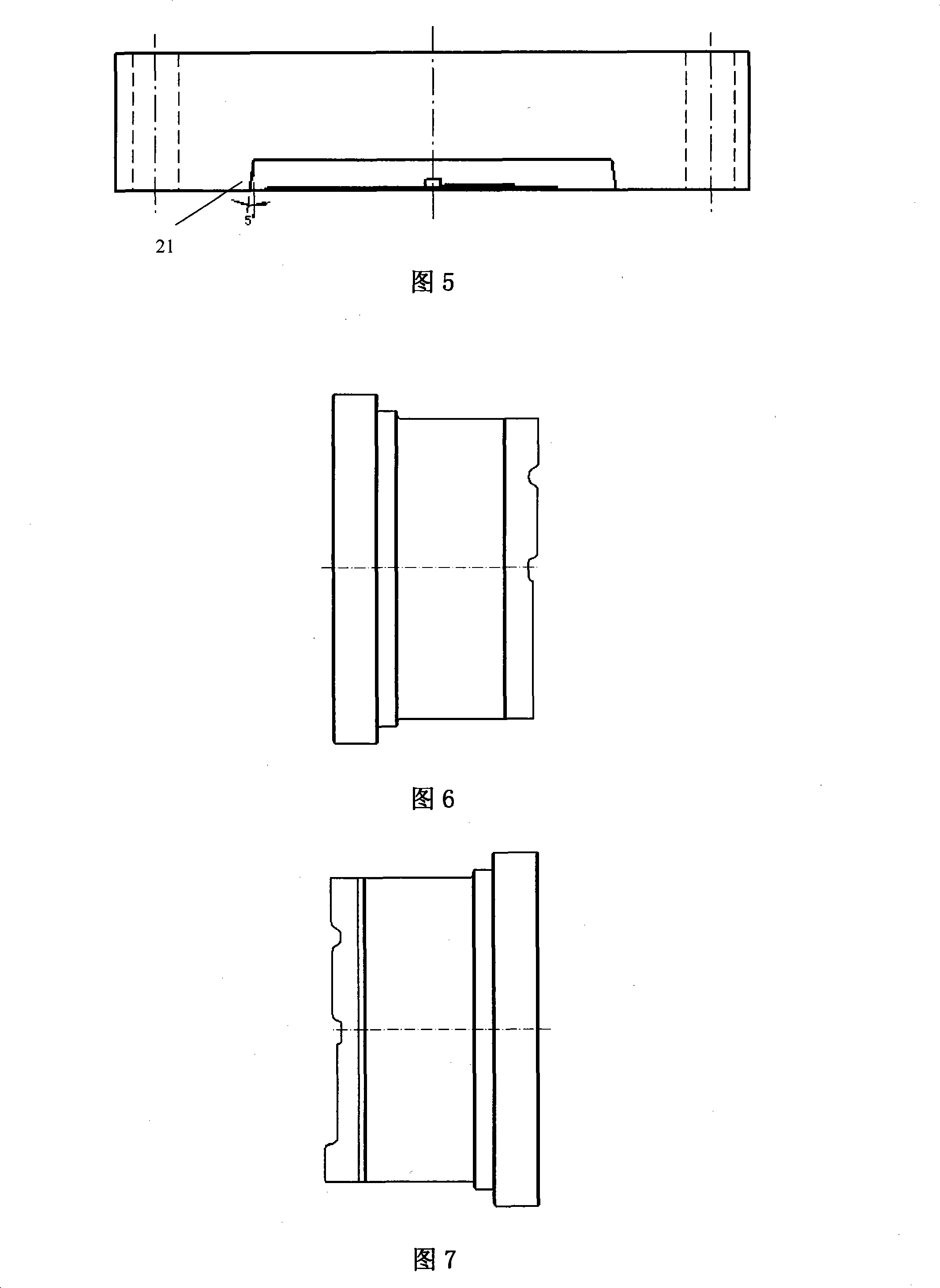
[0033]The multi-directional die forging process of a certain type of casing body forging is as follows: Step 1: Put the 7A04 aluminum alloy roll forging blank heated to 450°C (as shown in Figure 1) into the pre-forging die on the left side of the lower half die 11 In the chamber 7, the upper die base 2 and the upper half die 3 go down with the main slider 1 of the press until the blank is flattened and closed with the lower half die 11, and then the pre-forging punch 6 follows the left slider 5 to the right Move and extend into the pre-forging die cavity 7 to cause back-extrusion deformation of the blank. When the upper and lower shoulders of the pre-forging punch 6 are in contact with the left side of the upper and lower half die modules, the temperature of the upper and lower half dies is 200°C. The pre-forging forming force is 3000KN, the pre-forging punch 6 moves to the left with the left slider 5, withdraws from the pre-forging and the pre-forging die cavity 7, and returns...
Embodiment 2
[0035] The first step: put the 7A04 aluminum alloy blank heated to 430°C into a mold at 220°C for pre-forging; the second step: put the aluminum alloy pre-forging whose temperature is lowered to 350°C into a mold at 220°C for final forging . The rest of the details are the same as in Example 1.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More