

Method for rolling and shaping aluminum alloy special-shaped ring forging
A special-shaped ring and aluminum alloy technology, applied in the direction of metal rolling, etc., can solve the problems affecting the delivery and use of forgings, prolong the production cycle, increase the manufacturing cost, etc., so as to reduce the waste of machining allowance and precious aluminum alloy materials, Improve dimensional accuracy and realize the effect of precise rolling
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach
[0032] The main chemical element content (weight percent) of the alloy is: Si content 0.50%-1.20%, Cu content 3.90%-5.0%, Mn content 0.40%-1.20%, Mg content 0.20%-0.80%, The Fe content is 0.30%, the Cr content is 0.10%, the Zn content is 0.25%, the Ti content is 0.15%, the balance is Al, the individual content of other trace elements is less than 0.05%, and the total balance is less than 0.15%.
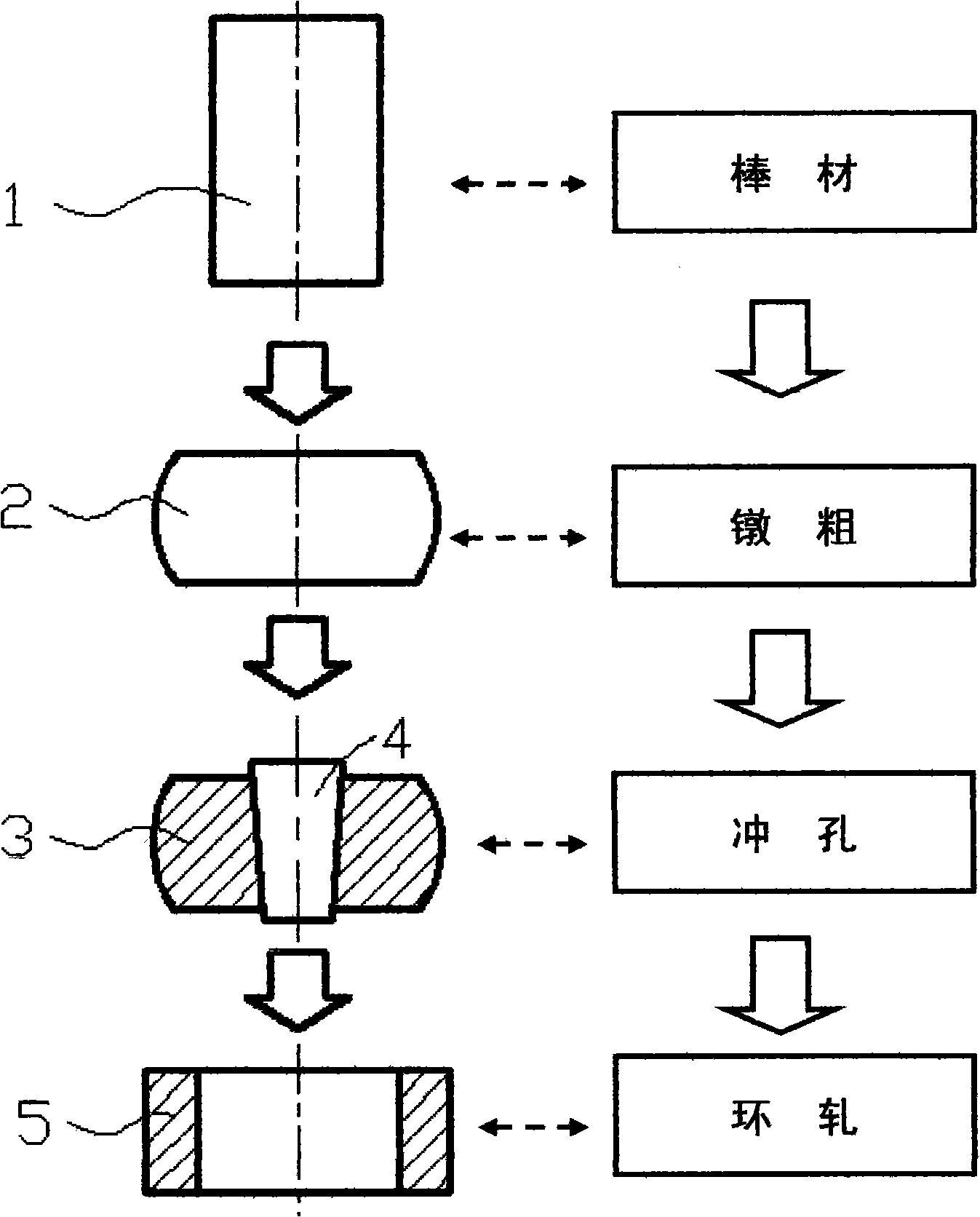
[0033] The process steps of this alloy from bar stock to producing qualified special-shaped ring forgings are as follows:
[0034] Step 1: Billeting of rectangular pre-rolled billets. like figure 1 As shown, the 2014 alloy bar 1 cut according to the specification is heated to the deformation temperature of 440 ℃ ~ 460 ℃ in the forging heating furnace, upsetting on the forging press to deform it by 50% ~ 55% to obtain the solid round cake 2, and then The solid round cake 2 is punched out of the central hole with a punch 4 to obtain a hollow round cake 3, the inner diameter of the hol...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More