

Low pressure multiple-core casting technique of engine V6 aluminum cylinder
A core casting and low-pressure casting technology, which is applied in the manufacture of tools, casting molding equipment, casting molds, etc., can solve the problems of difficult and complex casting, and the inability to use high-pressure casting, and achieve low cost, high efficiency, and high pass rate Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
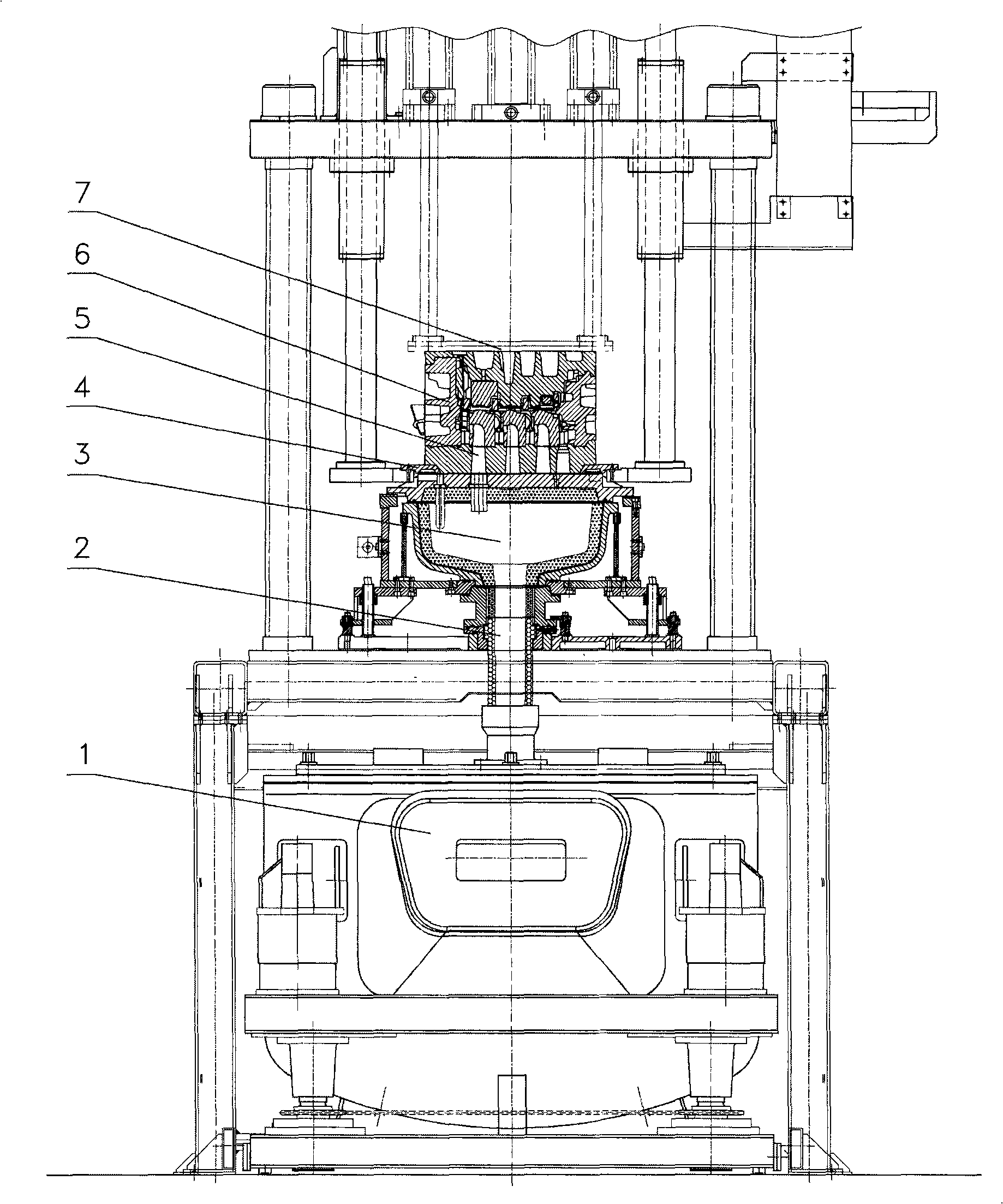
[0011] A low-pressure core-assembling process for an engine V6 aluminum cylinder block of the present invention utilizes the characteristics of relatively stable mold filling of low-pressure casting, and the excellent thermal insulation performance of sand molds is conducive to the forming of thin-walled castings. Two types of low-pressure casting and core assembly are used Method combined casting process; firstly carry out three-dimensional modeling of the product, according to the casting shape of the V6 aluminum cylinder block of the engine, determine that the crankcase is downward, and pour the aluminum liquid from the crankcase baffle; select the gate position and determine the gate size; Use casting simulation software to carry out casting simulation, analyze the possible defects of castings, and then formulate a process design plan based on the analysis results, including:
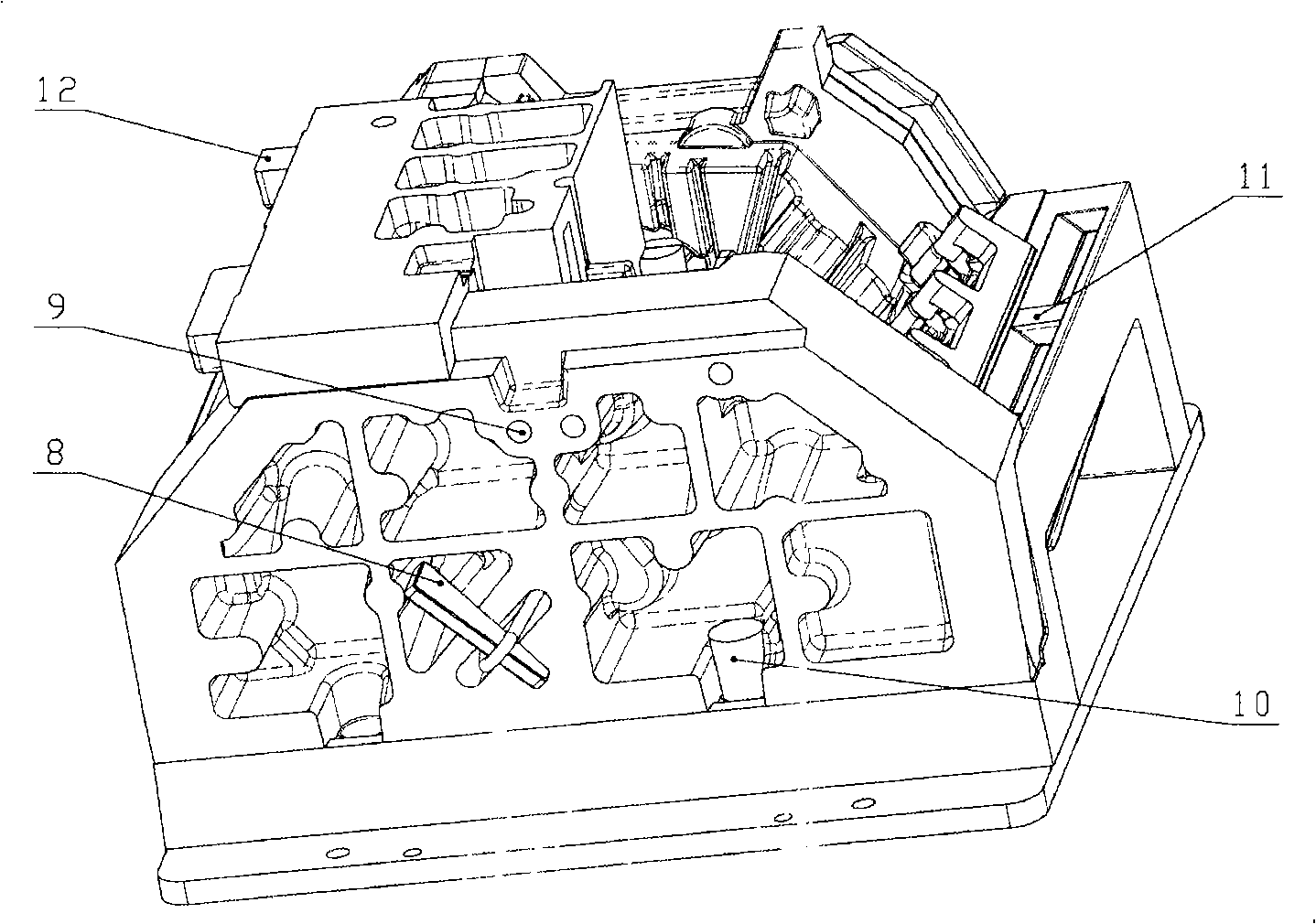
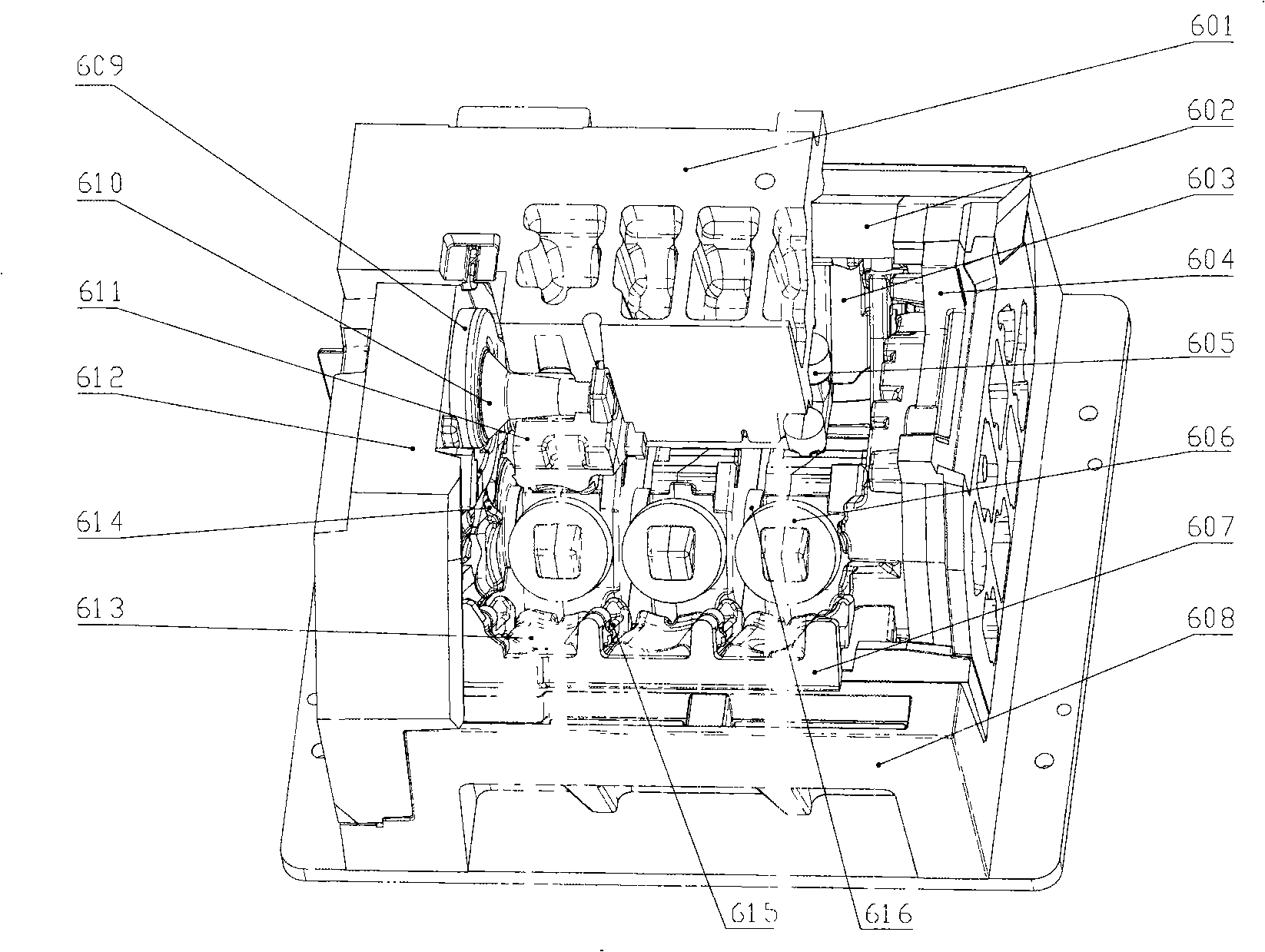
[0012] 1), core making
[0013] The so-called core making is to decompose all the mold cavities ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More