

Product quality on-line soft-measuring method for industrial fluidized bed gas-phase polythene apparatus
A product quality and soft measurement technology, applied in the direction of material inspection products, etc., can solve the problems that the product quality cannot be directly measured, and it is difficult to realize the online monitoring of the operation of the product resin quality control device, so as to improve the soft measurement accuracy, facilitate on-site application, and algorithm achieve simple effects
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment Construction
[0023] The technical solution details of the present invention will be described in detail one by one below, and the purpose and effect of the present invention will be more obvious.
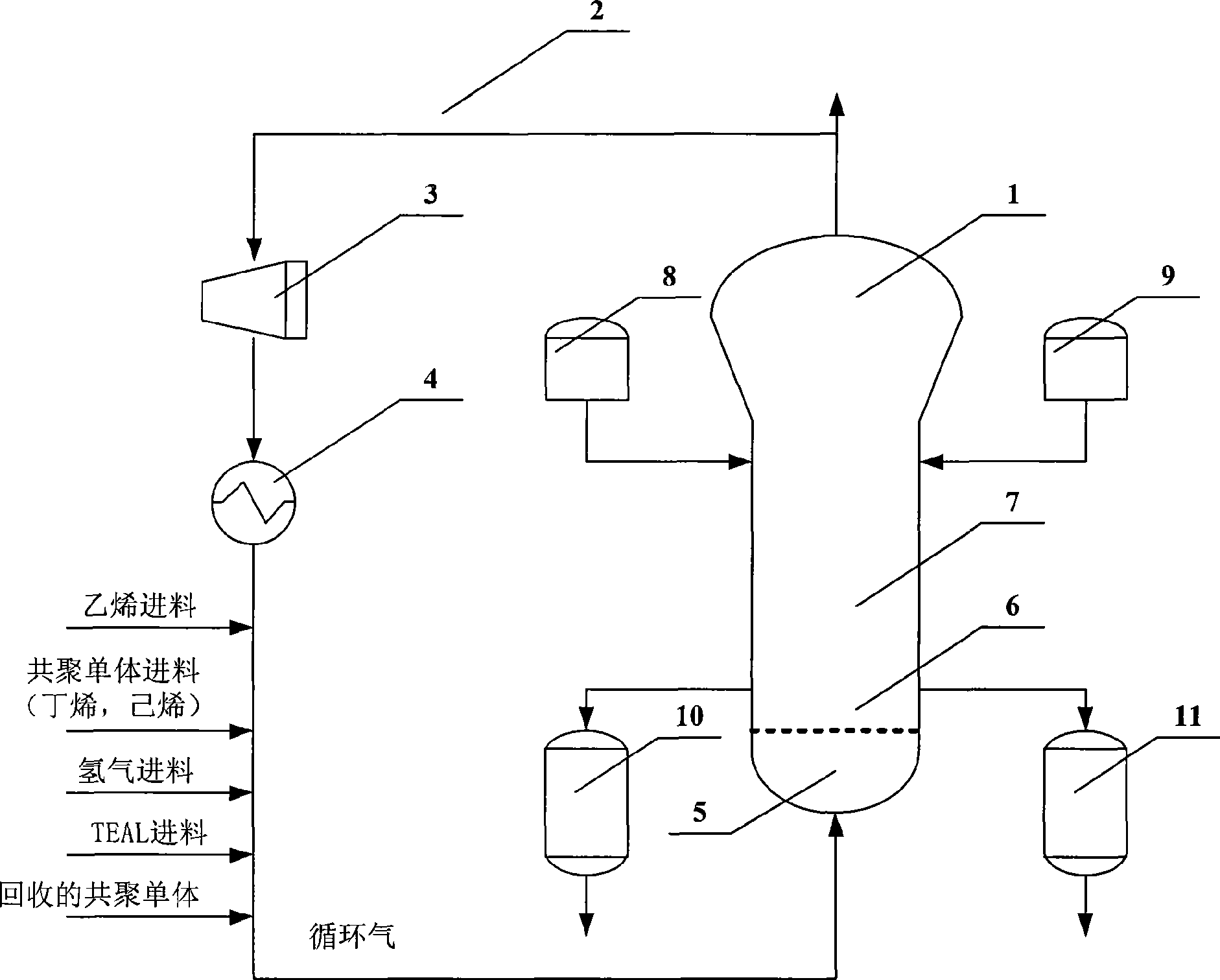
[0024] figure 1 It is a schematic diagram of a common industrial fluidized bed gas phase polyethylene production device in China. The main equipment is composed of gas phase fluidized bed reactor 1, circulating gas pipeline 2, circulating gas compressor 3, and circulating gas heat exchanger 4. The equipment is composed of The circulating gas pipelines are connected in series. Wherein, the gas-phase fluidized bed reactor comprises a reactor mixing chamber 5, a reactor distribution plate 6, a fluidized bed layer 7, a product discharge tank A 8, a product discharge tank B 9, a catalyst feeder A 10, and a catalyst feeder B 11, both attached to the inside and outside of the reactor. During the production process, the circulating gas containing monomers, comonomers and other components first enters ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More