

Method for leveling strip produced by secondary cold rolling unit
A secondary cold rolling and strip technology, applied in the field of strip rolling, can solve problems such as unstable surface quality and poor control of product shape
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
no. 1 Embodiment
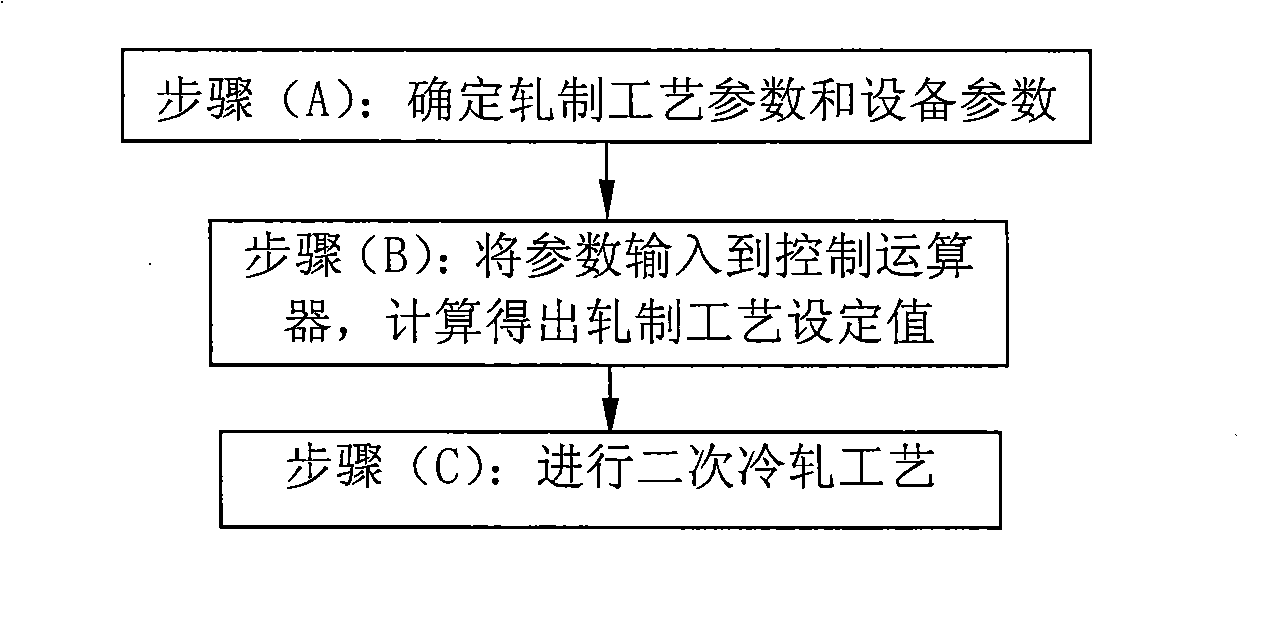
[0073] Figure 4 It is the general flowchart of the leveling method of the strip produced by the secondary cold rolling mill of the present invention, and the leveling method specifically includes the following steps:
[0074] (A) determine the rolling process parameters of the strip to be rolled and the equipment parameters of the cold rolling mill;
[0075] (B) input the parameters determined in the step (A) into the control calculator, and obtain the rolling process setting value according to the established calculation model and the control objective function;
[0076] (C) Carry out a secondary cold rolling process according to the obtained rolling process setting value.
[0077] Wherein the calculation process of step (B) is as follows Figure 5 The steps shown are performed:
[0078] (a) determining the set value of the original surface roughness of the work rolls of the first stand and the second stand;
[0079] (b) determine the elongation distribution coefficient ...
no. 2 Embodiment
[0120] In order to further illustrate the present invention, a high-gloss mirror panel with a material size of 0.20×1200mm and a total elongation of 1.2% is taken as an example to describe the production method and related effects of a specific high-gloss mirror panel on a specific unit.
[0121] First also in step a, the surface roughness of the first and second rack work rolls is set:
[0122] Collect the key rolling process parameters of the high-gloss mirror panel to be rolled, mainly including: the thickness lateral distribution value H of the incoming strip material i ={0.20, 0.20, 0.20, 0.20, 0.20, 0.20, 0.20, 0.20, 0.20, 0.20}; the lateral distribution value L of incoming plate shape i = {0, 0, 0, 0, 0, 0, 0, 0, 0, 0}; strip width B = 1200mm; elongation setting value ε 0 =1.2%; allowable limit value ξ of elongation distribution coefficient between racks max = 0.75, ξ min =0.25; Strip incoming roughness Ra strip0 =0.35μm; finished strip requires roughness Ra strip1...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
| surface roughness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More