

Method for extruding and molding metal powder gelatin
A metal powder, extrusion molding technology, applied in the field of metal powder gel extrusion molding, can solve the problems of high production energy consumption, low production efficiency, cumbersome and time-consuming, etc., and achieves reduced production cost, improved strength, and excellent comprehensive performance. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
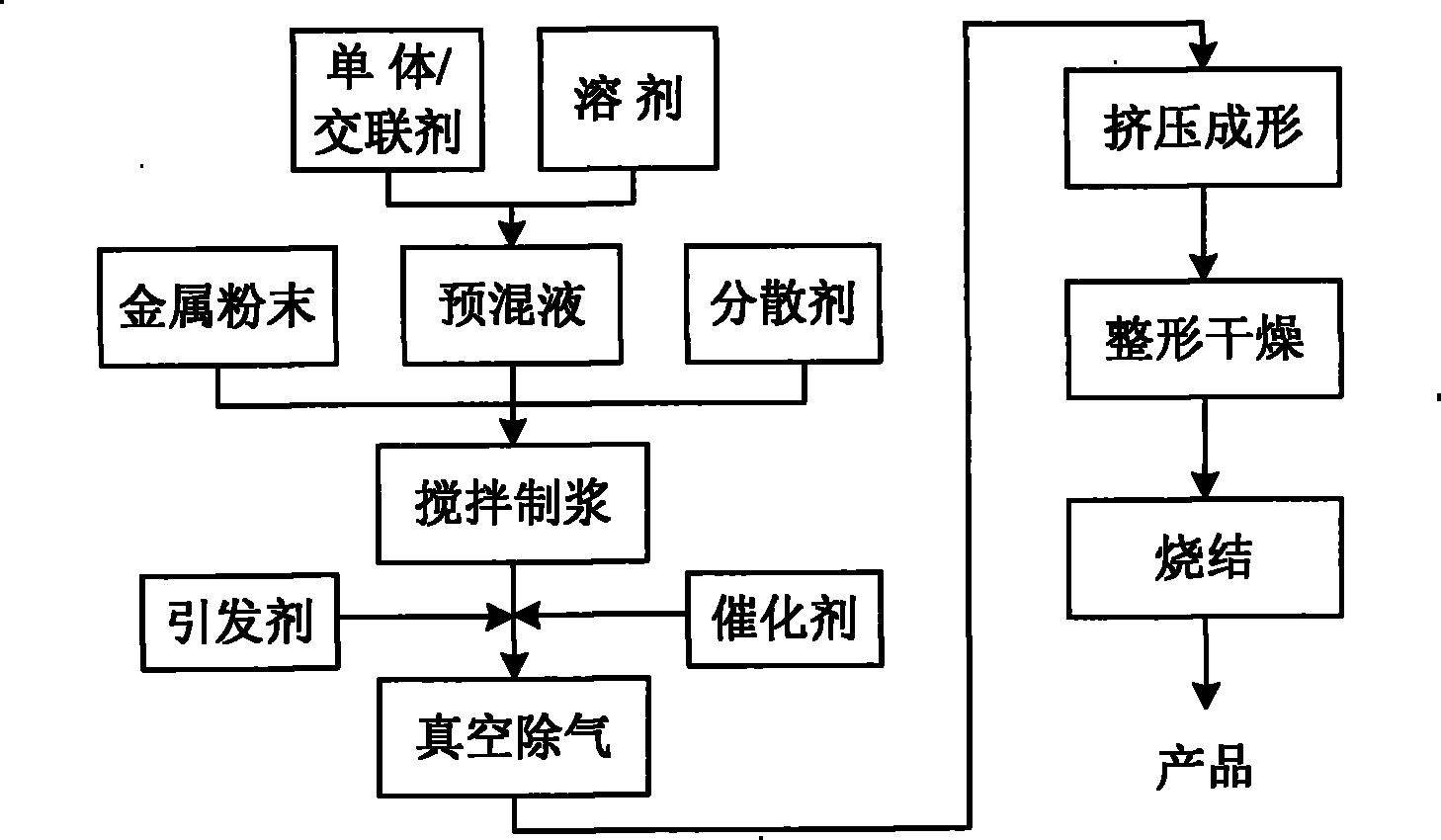
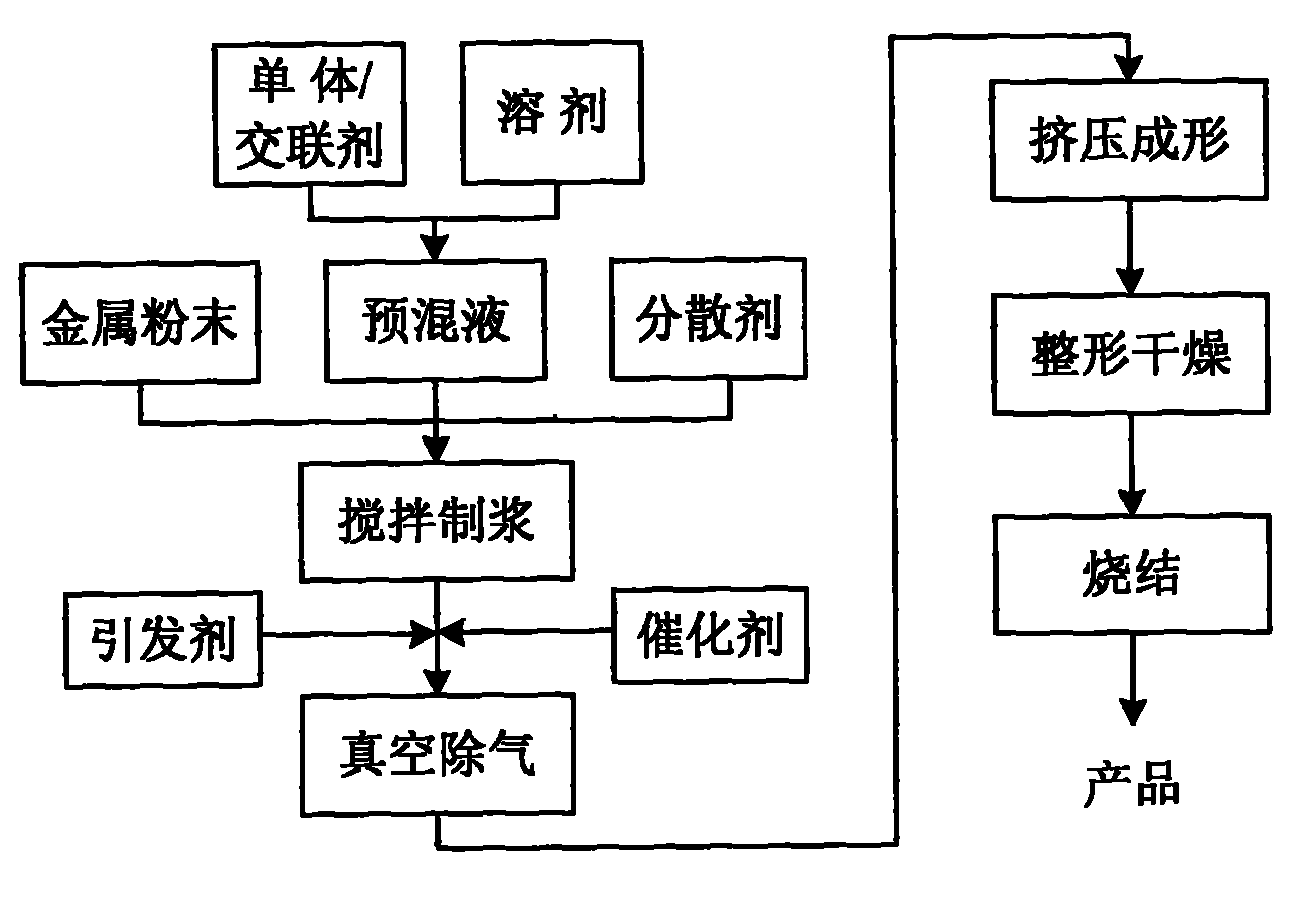
Method used
Image

Examples
Embodiment 1
[0020] Embodiment 1: the gel extrusion molding of YG6 cemented carbide rod
[0021] 1. Weigh 1.5kg of YG6 cemented carbide powder, add 56ml of hydroxyethyl methacrylate and 56ml of toluene into the organic solution, mix and stir evenly;
[0022] 2. Weigh 4g of Solsperse-6000 hyperdispersant and add it to the slurry in the first step, and stir evenly to make a high-concentration suspension slurry;
[0023] 3. Measure 0.4g of catalyst benzoyl peroxide and 3.6ml of initiator dimethylaniline into the high-concentration suspension slurry in the second step, stir evenly and degas under vacuum for 3 minutes;
[0024] 4. Inject the vacuum-degassed slurry in step 3 into the extrusion die, close the extrusion port of the extrusion die, apply a pressure of 1.2 MPa under vacuum to pre-press the billet, and use pressure to induce solidification and densification to make it densified and Preform;
[0025] 5. Open the extrusion port of the extrusion equipment, set the pressure of 3MPa and ...
Embodiment 2
[0028] Example 2: Gel extrusion of titanium-cobalt alloy parts
[0029] 1. Weigh 1.6kg of titanium powder and 50g of cobalt powder, and mix the powder in a planetary ball mill for 2 hours to make a mixed powder;
[0030] 2. Dissolve 135g of monomeric acrylamide and 0.1g of cross-linking agent N,N'-methylenebisacrylamide in 750ml of deionized water, add the mixed powder in step 1, and stir evenly;
[0031] 3. Measure 3.5ml of dispersant oleic acid and add it to the solution in the second step, stir evenly to make a slurry;
[0032] 4. Exhaust the slurry in step 3 for 15 minutes under high vacuum;
[0033] 5. Measure 3.5ml of catalyst N, N, N', N'-tetramethylethylenediamine and 4ml of initiator ammonium persulfate (to ensure sufficient injection molding time), add it to the slurry in step 4, stir evenly, Simultaneously vacuum degassing.
[0034] 6. Inject the slurry into the extrusion die under vacuum, close the extrusion port of the extrusion die, apply 0.8MPa pressure under...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More