

Leaching rate prediction and optimization operation method in wet metallurgical leaching process
A technology of hydrometallurgy and operation optimization, applied in the direction of electrical program control, process efficiency improvement, comprehensive factory control, etc., can solve the problems of high energy consumption, rough production operation, dragging process, etc., and achieve the effect of uniform temperature distribution
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0155] Example 1: Prediction model of leaching rate of leaching tank 1#
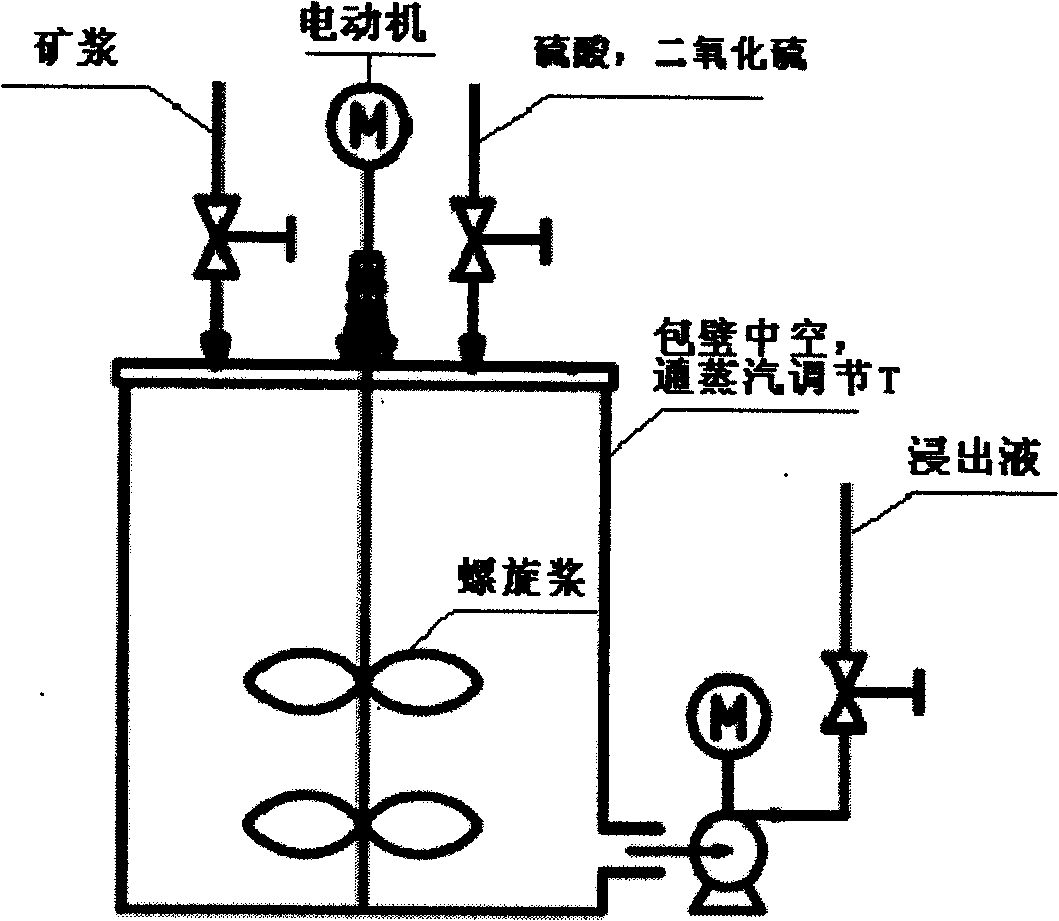
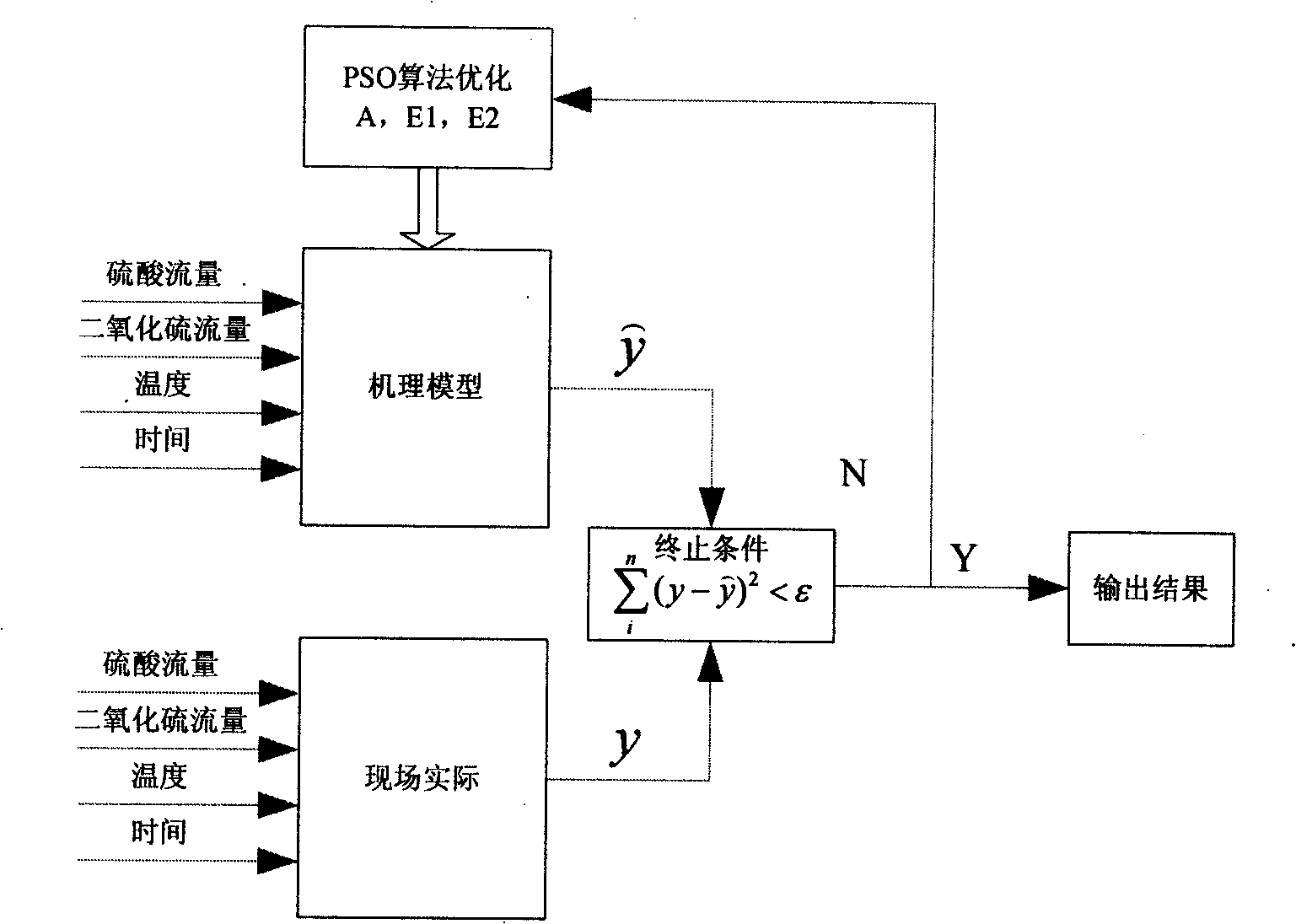
[0156] 1. Prediction model independent variables and dependent variables: the temperature of the leaching liquid in the leaching tank (CAO_TEM, K), the PH value of the leaching liquid in the leaching tank (CAO_PH), and the SO 2 Flow (CAO_SO 2 , Ml / s), the flow rate of sulfuric acid (CAO_H 2 SO 4 , L / s), leaching time (TIME, s), leaching rate (JINCHULV, %).
[0157] 2. Data set: Collect the two-month production data (independent variable and dependent variable) of the leaching tank of the leaching production line. The online data is collected every 30 seconds, and there are 65 valid samples in the training set.
[0158] In practical applications, the process data comes from the field, and is affected by factors such as the accuracy, reliability of the measuring instrument and the field measurement environment, and various measurement errors are inevitable. The use of low-precision or invalid measurement data ...
Embodiment 2
[0175] Example 2: Online optimization of leaching tank 1#:
[0176] 1. Optimize the target variable and optimize the independent variable: take the economic benefit of the leaching tank as the optimization target, the temperature of the leaching liquid (CAO_TEM, K) and its loss (QT) in the leaching tank, and the input SO 2 Flow (CAO_SO 2 , Ml / s) and its loss (Qs), the flow of sulfuric acid (CAO_H 2 SO4 , L / s) and its loss (Q1), stirring motor loss (Qd), leaching time (TIME, s), leaching rate (y, %).
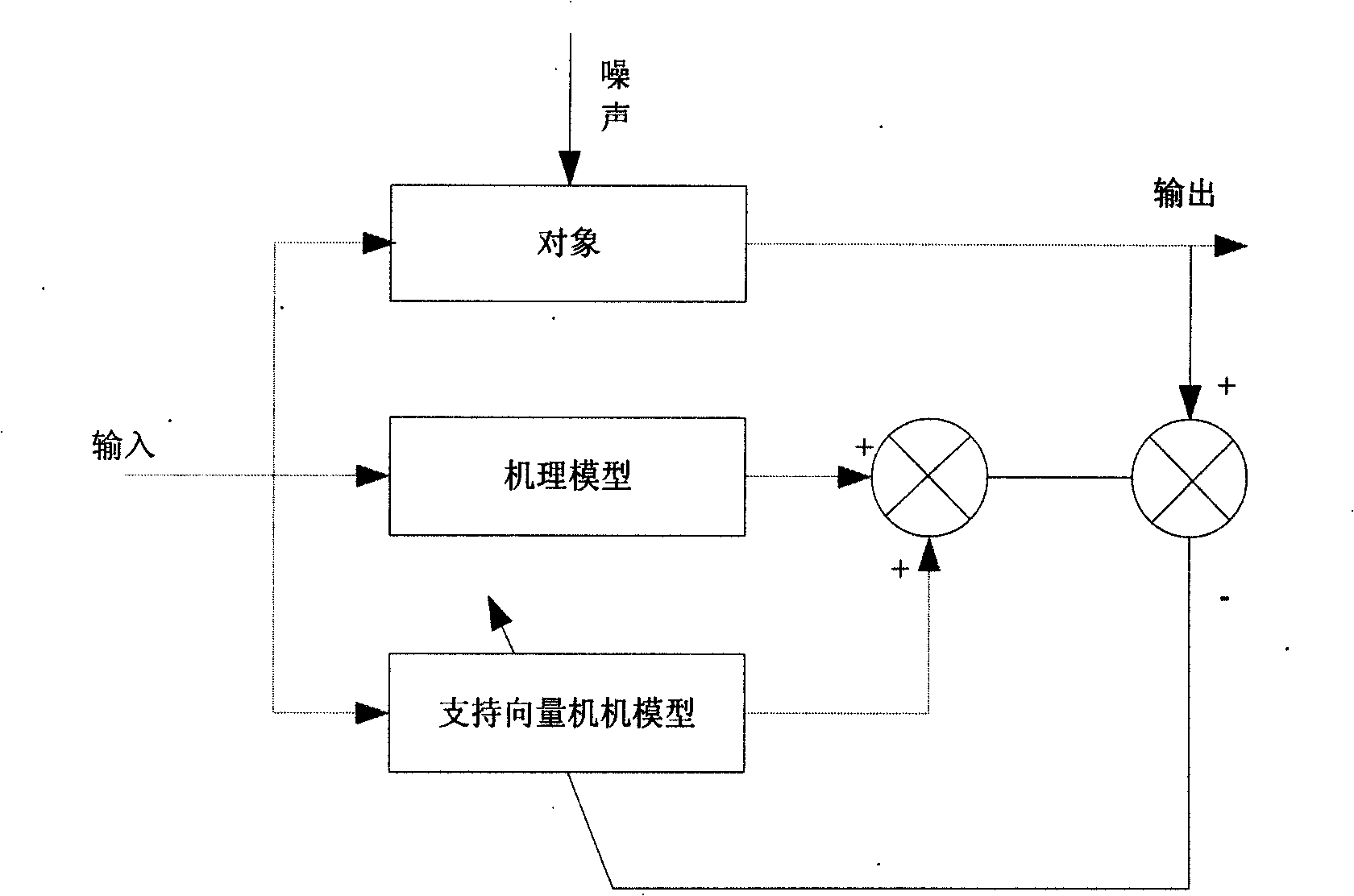
[0177] 2. Establish a production optimization model: collect two-month production data from the leaching tank of the leaching production line, online data is collected every 30 seconds, and 65 valid samples in the training set. The difference between the collected sensor measurement data and the above prediction result and the real value is composed of input and output data pairs, and the data modeling method is called for training to obtain the parameters in the data model, and the ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More