

Hot impact extrusion process and device for large annular barrel type forged piece
A forming process and ring cylinder technology, applied in the direction of metal extrusion, manufacturing tools, indenters/punch rods, etc., can solve the problems of easy forging cracks on the end and surface, waste of punching core material, uneven deformation, etc. Achieve the effect of solving uneven deformation and cracking, improving uneven end face and uniform deformation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0040] Such as Figure 1 to Figure 12 As shown, a hot stamping extrusion molding process for large-scale ring-type forgings, the process steps are:
[0041] 1. A hot stamping and extrusion molding process for large-scale ring-type forgings, characterized in that the process steps are:
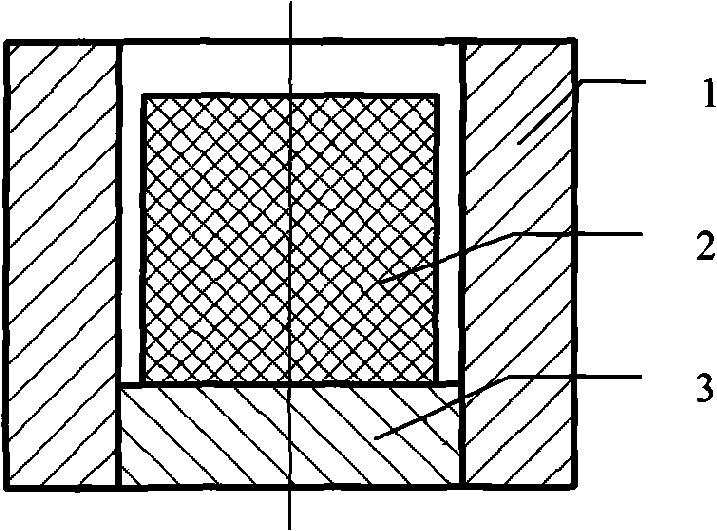
[0042] ① Place the squeeze pad 3 on the press platform;
[0043] ② Put the heated billet 2 on the extrusion pad 3;
[0044] ③ Set the extrusion cylinder 1 on the extrusion pad 3;
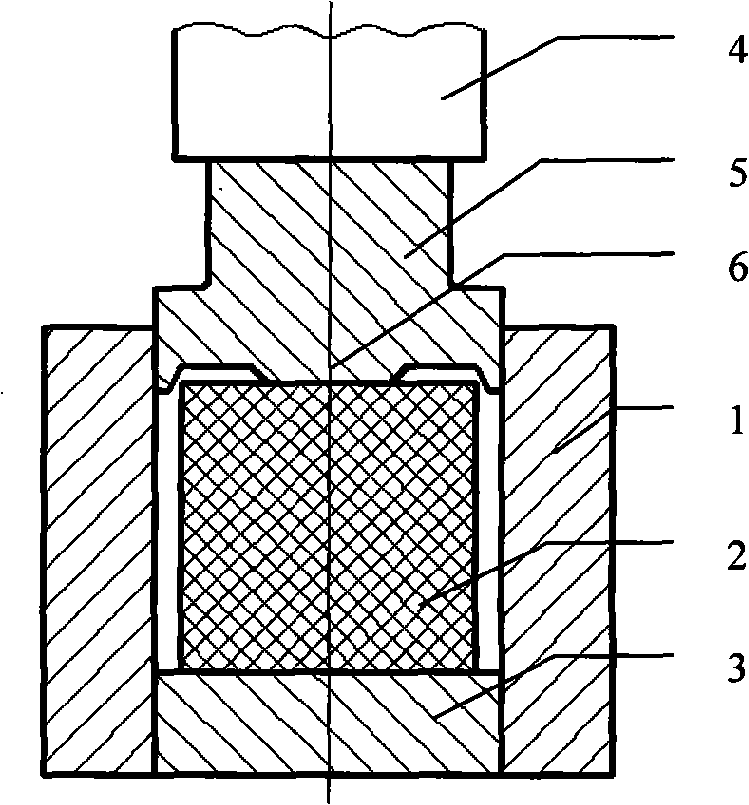
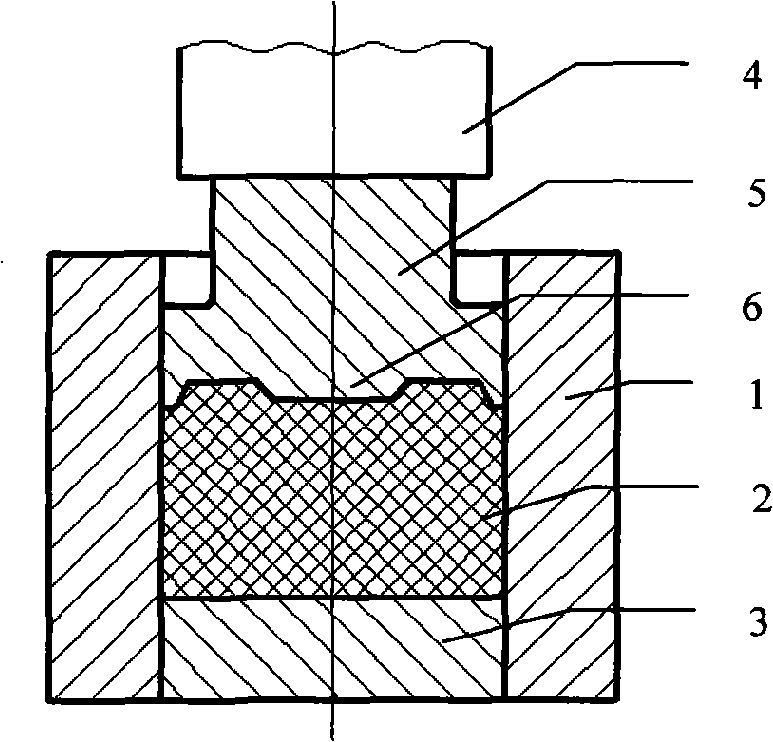
[0045] ④ Place the forming punch 5 on the blank 2 in the extrusion cylinder 1, and press the forming punch 5 with the anvil 4 of the press machine, so that the blank 2 fills the mold cavity;
[0046] ⑤Take out the profiling punch 5, and add pulverized coal lubricant in the blank pit pressed by the profiling punch 5;
[0047] ⑥ Put the solid punch 7 against the blank pit pressed by the positive pressure punch 5, place it vertically, use the press anvil 4 to press the solid punch 7, and squeeze the blank 2 to the p...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More