

Process of integrally shaping U-shaped bifurcated pipe
A technology of integrally forming and bifurcated pipes, applied in the direction of manufacturing tools, metal processing equipment, other manufacturing equipment/tools, etc., can solve the problems of difficulty, welding stress concentration, pipe bursting, etc., and achieve the effect of not easy to burst
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0015] The present invention will be further described below in conjunction with the accompanying drawings.
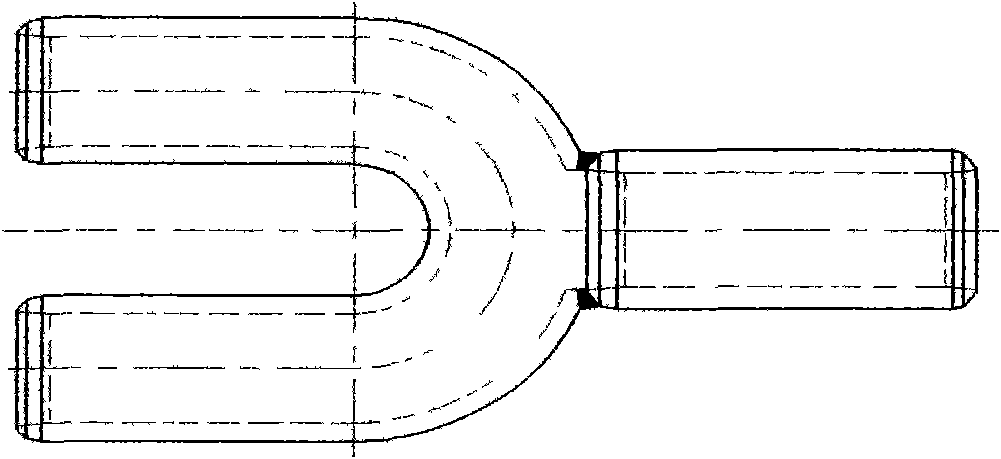
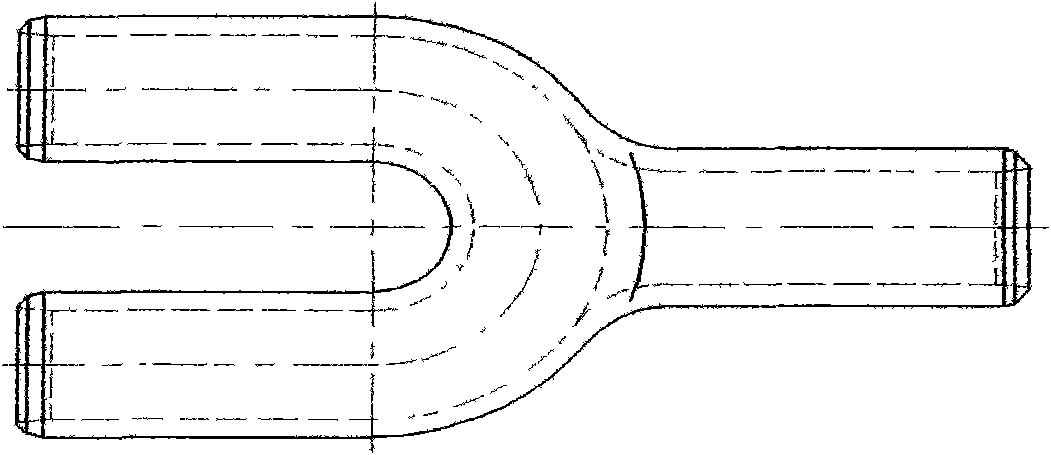
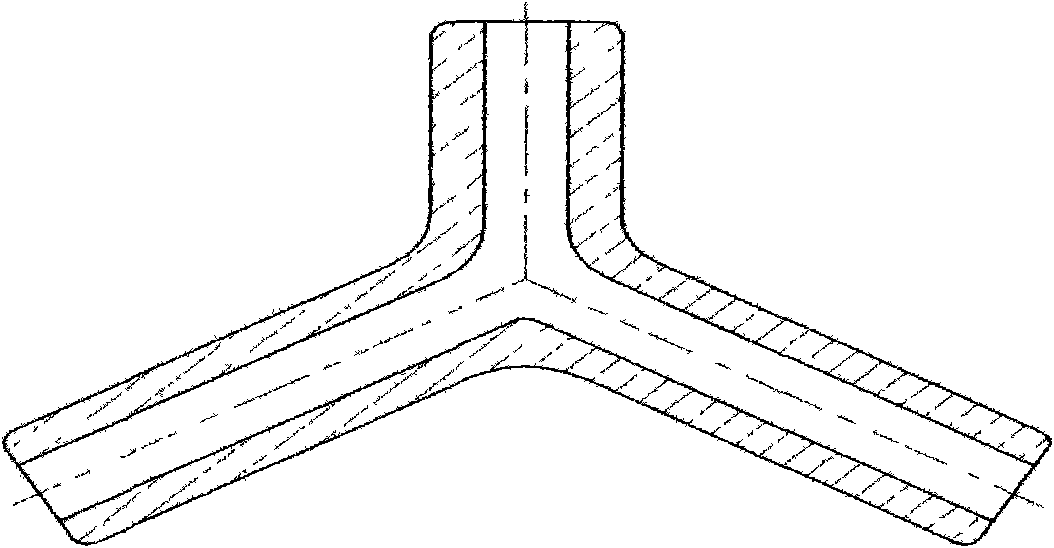
[0016] Using die forging and extrusion bending equipment to forge and extrude the U-shaped bifurcated pipe as a whole, firstly make a Y-shaped mold according to the size of the U-shaped bifurcated pipe to be processed, see figure 2 .
[0017] Heat the fallen material to 850-1200°C in an intermediate frequency heating furnace, then use the mold prepared above, use the forming die to form a friction press, and forge it into a Y-shaped bar, and then use a drilling device to drill a Y-shaped bar. The inner channel forms a Y-shaped tube, and then the V-shaped head of the Y-shaped tube is bent into a U shape by extrusion bending equipment to form a U-shaped bifurcated tube shape, see figure 1 , In the entire assembly line operation, the time from blanking to bending into a U-shaped tube after intermediate frequency heating is controlled within 60-90s.
[0018] The bent U-...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More