

High precision strip rolling thickness control method based on feedback signals by thickness gauge
A feedback signal and thickness control technology, applied in rolling mill control devices, metal rolling, metal rolling, etc., can solve the problems of lack of practicability, fluctuation of rolled thickness cannot be reflected in time, and poor thickness control effect.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0121] Select rolling steel grade: ST12
[0122] Incoming material width 250mm, incoming material thickness 0.50mm, outlet thickness 0.40mm, rolling speed 2.5m / s
[0123] Rolling mill stiffness M = 550kN / mm, strip plasticity coefficient Q = 450kN / mm
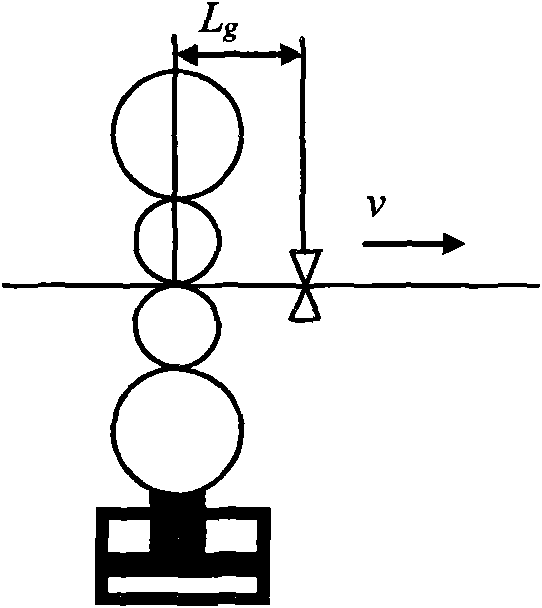
[0124] The thickness gauge is an X-ray thickness gauge, and the distance L between the thickness gauge and the center line of the rolling mill roll g =765mm
[0125] The monitoring AGC control parameters and methods based on the above conditions are as follows:
[0126] 1) Input the relevant data of the four-high reversible rolling mill and strip steel into the computer, the stiffness coefficient of the rolling mill M = 550kN / mm, the plasticity coefficient of the strip steel Q = 450kN / mm, the distance L between the thickness gauge and the roll center line of the rolling mill g =765mm;
[0127] 2) Determine the proportional coefficient of the thickness control object of the four-high reversing rolling mill and the time constan...
Embodiment 2
[0144] Select rolling steel grade: 65Mn
[0145] Incoming material width 130mm, incoming material thickness 1.0mm, outlet thickness 0.80mm, rolling speed 3.0m / s
[0146] The parameters of the four-high reversible rolling mill are as follows: rigidity M = 400kN / mm, plasticity coefficient Q of the strip steel = 500kN / mm
[0147] The thickness gauge is an X-ray thickness gauge, and the distance L between the thickness gauge and the center line of the rolling mill roll g =500mm
[0148] The monitoring AGC control parameters and methods based on the above conditions are as follows:
[0149] 1) Input the relevant data of the four-high reversible rolling mill and strip steel into the computer, the stiffness coefficient of the rolling mill M = 400kN / mm, the plasticity coefficient of the strip steel Q = 500kN / mm, the distance L between the thickness gauge and the roll center line of the rolling mill g =500mm;
[0150] 2) Determine the proportional coefficient of the thickness contr...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Stiffness coefficient | aaaaa | aaaaa |
| Stiffness | aaaaa | aaaaa |
| Stiffness coefficient | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More