

Manufacture process of valve core
A manufacturing process and valve core technology, which is applied in the field of valve core manufacturing process, can solve the problems of large processing volume, low production efficiency, and long time consumption, so as to increase the crystallization density of materials, improve the quality of finished products, and prolong the service life Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0031] The manufacturing process of the valve core of the present invention will be described in further detail below in conjunction with the accompanying drawings and specific embodiments, but the present invention is not limited to the following specific embodiments.
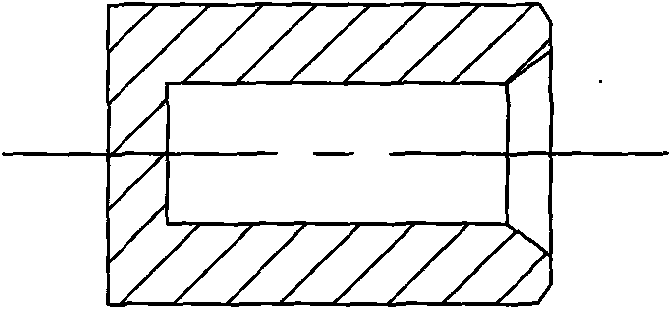
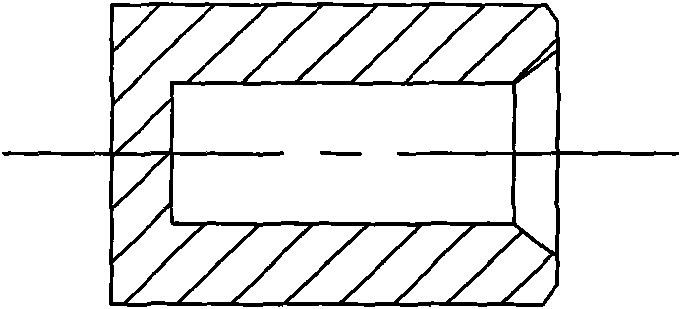
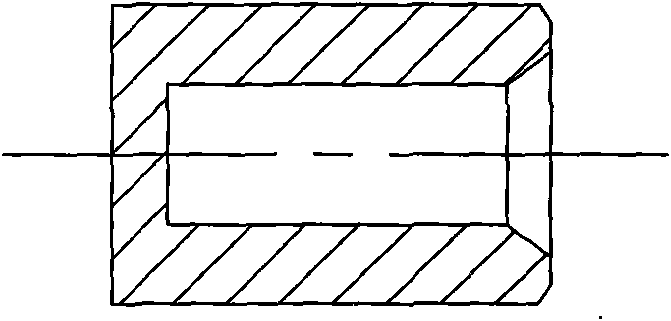
[0032] Such as figure 1 Shown, the manufacturing process of spool of the present invention, it comprises the following steps:
[0033] a. Calculate the mass and volume of the rough billet according to the quality of the finished product and the quality of the machining allowance, select round bar steel, convert the length of the rough billet according to the volume and diameter of the rough billet, and then blank according to the length. In actual operation, people select the volume of the machining allowance based on experience, and then multiply it by the density of the workpiece during machining to calculate the quality of the machining allowance. The volume of the rough billet is calculated by dividing the...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More