

Preparation process of high manganese steel based composite material
A preparation process and composite material technology, which is applied in the field of high manganese steel matrix composite material preparation process, can solve the problems of limited performance improvement of high manganese steel and inability to fully adapt to medium and low impact stress conditions, so as to avoid floating and segregation , good interface bonding effect, and the effect of improving wear life
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0030] Example 1: Making an integral composite material blanking liner
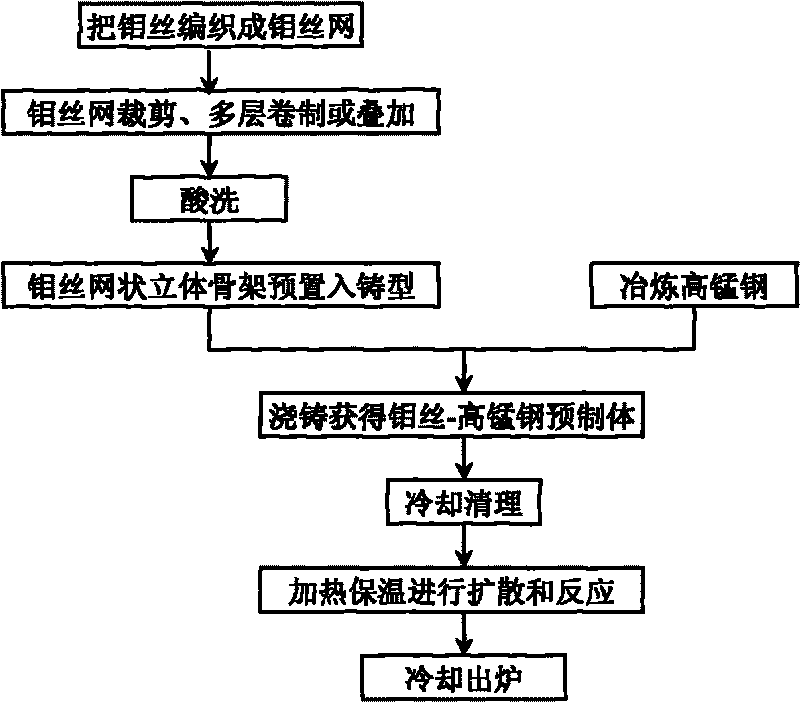
[0031] Such as figure 1 , figure 2 , image 3 with Figure 4 As shown, the specific operation steps are as follows:
[0032] (1) Woven molybdenum wire mesh 1 with 0.5mm molybdenum wire, and the molybdenum wire spacing is 2mm;
[0033] (2) Molybdenum wire mesh 1 is cut into a rectangle according to the length and height specifications of the blanking liner;
[0034] (3) pickling the rectangular molybdenum wire mesh 1;
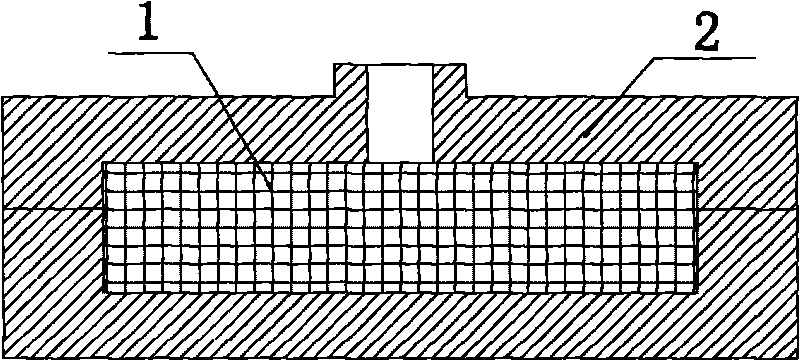
[0035] (4) Make mold 2 according to casting process requirements;
[0036] (5) Overlay the cut molybdenum wire mesh 1 in multiple layers, and place it into the cavity of the water glass sand mold 2;
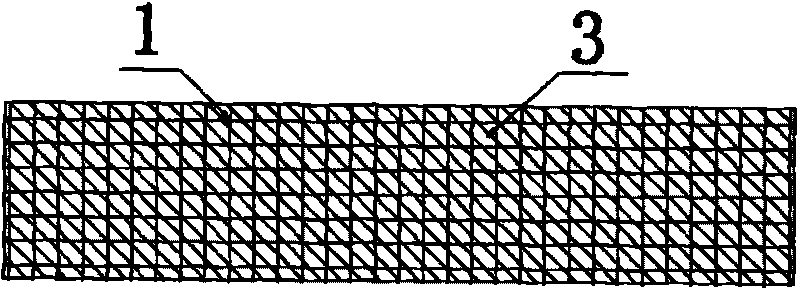
[0037] (6) Smelting high manganese steel 3 to obtain liquid high manganese steel;
[0038] (7) The liquid high manganese steel 3 is poured into the mold by adopting the gravity casting method, so that the liquid high manganese steel is filled with the voids of the net-like three-dimen...
Embodiment 2
[0042] Example 2: Making partial composite material blanking liner
[0043] Such as figure 1 with Figure 5 As shown, the specific operation steps are as follows:
[0044] (1) Woven molybdenum wire mesh 1 with 2.0mm molybdenum wire, and the molybdenum wire spacing is 10mm;
[0045] (2) Molybdenum wire mesh 1 is cut into a rectangle according to the length of the blanking liner and half the height specification;
[0046] (3) pickling the rectangular molybdenum wire mesh;
[0047] (4) Make mold 2 according to casting process requirements;
[0048] (5) Overlay the cut molybdenum wire mesh 1 in multiple layers, and place it into the cavity of the water glass sand mold 2;
[0049] (6) Smelting high manganese steel 3 to obtain liquid high manganese steel;
[0050] (7) The liquid high manganese steel 3 is poured into the mold by gravity casting to obtain a partial molybdenum wire-high manganese steel binary material preform;
[0051] (8) After cooling and stripping and cleanin...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More