

Large variable diameter shaft part induction heat-treatment and quenching technical method
A technology of induction heat treatment and process method, used in heat treatment furnaces, heat treatment equipment, heat treatment process control and other directions, can solve problems such as difficulty in meeting quenching requirements, difficulty in processing and manufacturing, and difficulty in induction heating, saving equipment investment and achieving good hardening effect. , The effect of improving static torsional strength
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
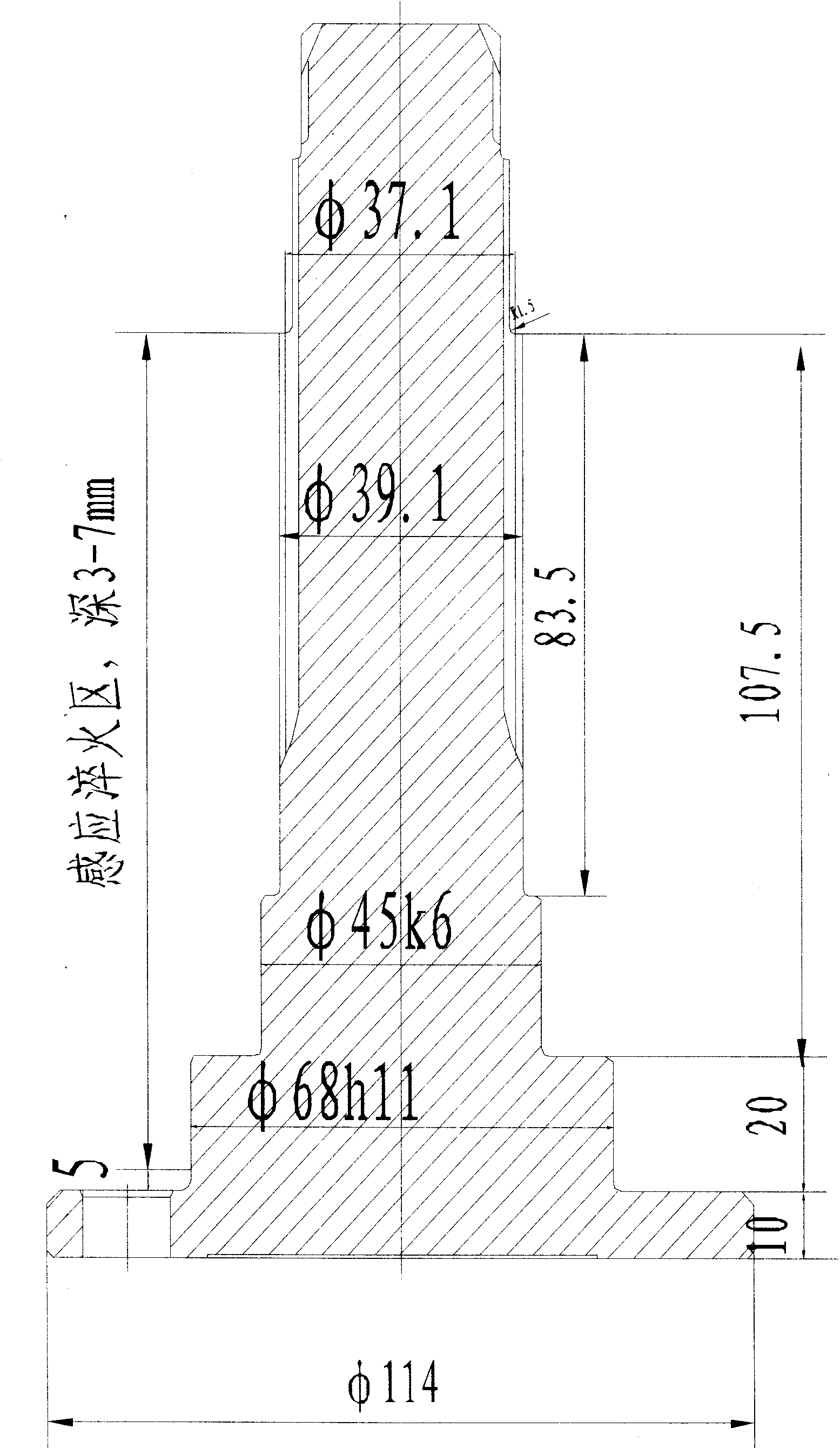
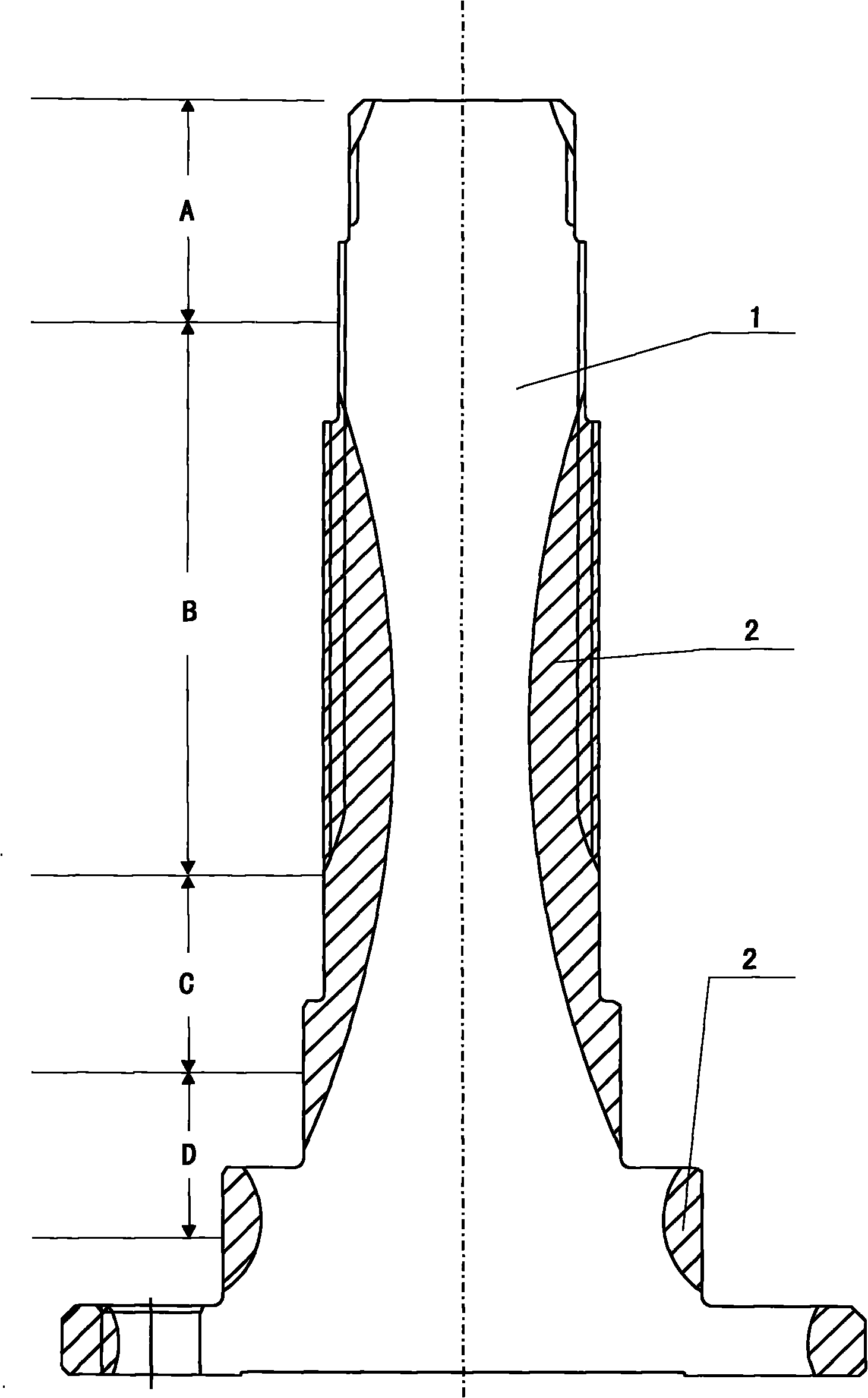
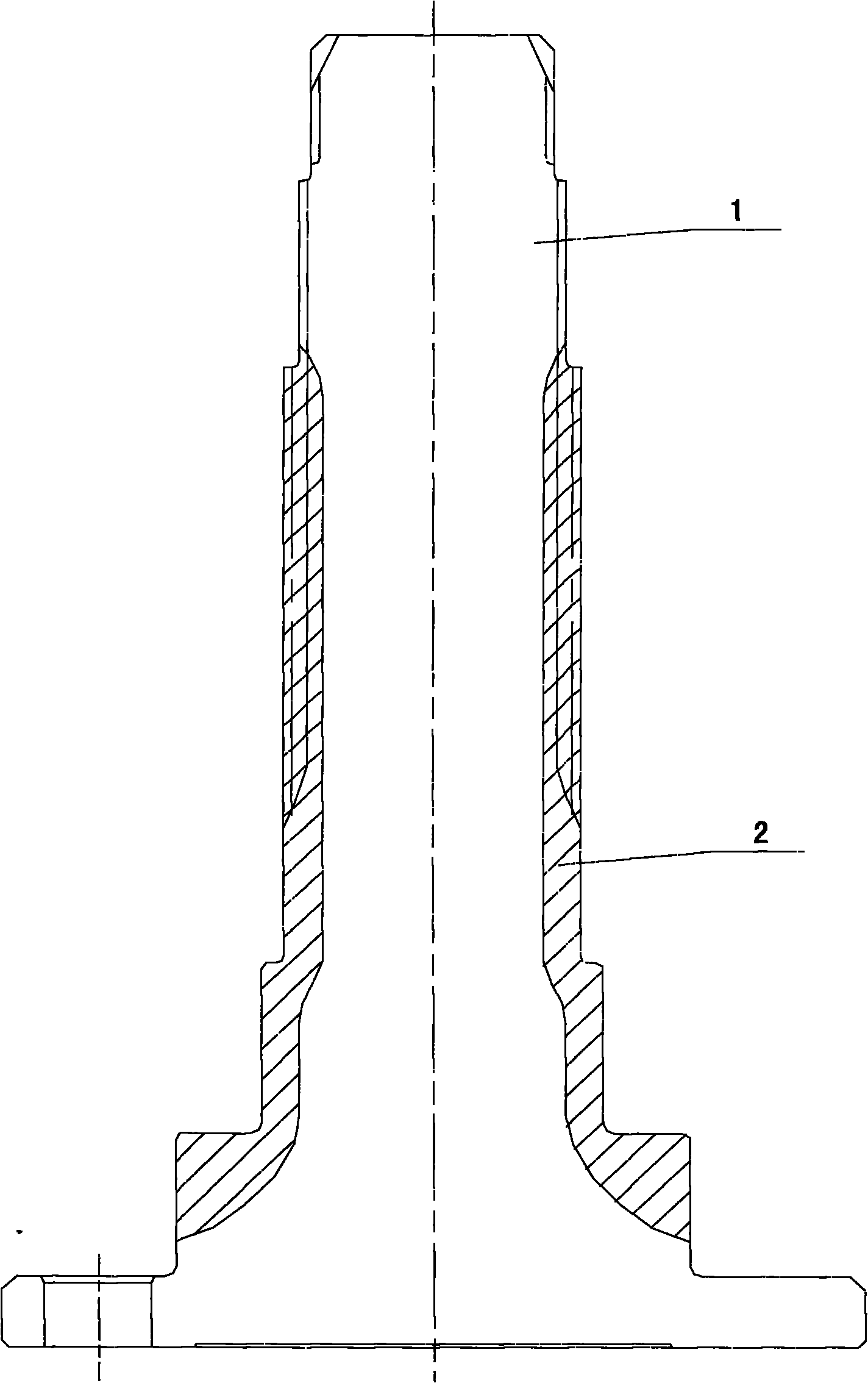
[0074] exist figure 2 Or in 3, an induction heat treatment and quenching process method for large variable diameter shaft parts, taking the driven shaft of power output as an example: the quenching method of continuous heating and quenching and liquid spray cooling is selected, and the machine tool action program is: first start with the spline Preheating at the upper end and continuously shifting to the Ф45 journal → preheating, stagnation, heating for a few seconds "should be determined according to the actual situation" → heating → stop heating → move to Ф68 for heating → lagging → heating → spray liquid → move to 45 for continuous Heat to 3~5mm above the spline "where the moving speeds of Ф45 and Ф37.1 are different, which should be reflected in the NC programming" → move to a certain position at the top of Ф37.1 "X = -53 in NC" → spray liquid for a few seconds "Experiment confirmed" → return to zero.
[0075] The above-mentioned induction heat treatment and quenching pr...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More