

High-strength thin-specification direct-plating steel based on thin slab casting and rolling process and making method thereof
A technology of thin slab continuous casting and manufacturing methods, which is applied in metal rolling, manufacturing tools, temperature control, etc., can solve the problems of large resource consumption, impossibility of realization, complicated process, etc., achieve less resource consumption, reduce iron oxide scale, and produce low cost effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
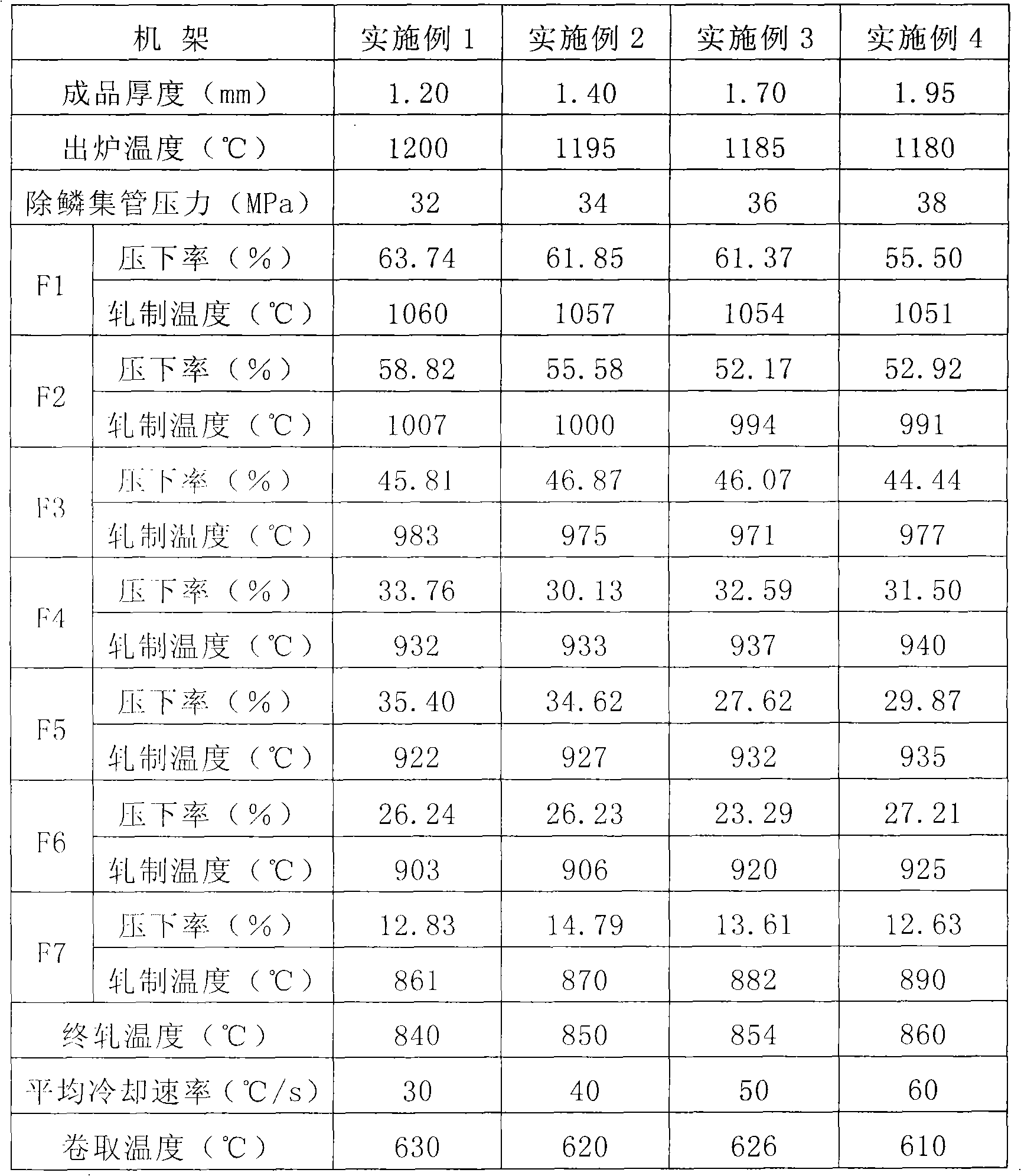
[0022] The present invention will be further described below in conjunction with embodiment.
[0023] The chemical composition weight percentage of steel is: C: 0.17~0.20%, Si: 0.09~0.25%, Mn: 0.90~1.40%, P: ≤0.020%, S: ≤0.010, Als: 0.015~0.060%, the rest For iron and unavoidable impurities. The optimum range of Si content is 0.11-0.15%.
[0024] Si in steel has a significant effect on hot-dip galvanizing of steel sheets. When the Si content is greater than 0.3%, the coating becomes thicker and forms a gray layer, and the adhesion of the coating deteriorates; when the Si content is 0.06-0.07%, the coating has the most dark spots. In order to ensure that the strip has good galvanizing properties, the Si content must be strictly controlled. The control range of Si content in the present invention is 0.09-0.25%.
[0025] The production process of thin slab continuous casting and rolling high-strength thin-gauge direct-plating steel of the present invention includes: molten ir...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More