

Process for improving metallographic structure of piston head and increasing casting production efficiency
A metallographic structure and casting production technology, which is applied in the direction of manufacturing tools, casting molding equipment, metal processing equipment, etc., can solve the problems of shortening feeding time and large hardness difference, and achieve shortening feeding time and reducing piston risk. Mouth, the effect of improving the cooling effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0038] This process technology is specifically implemented on the eutectic Al-Si alloy piston, and the specific variety is 495T;
[0039] In order to ensure the accuracy of the experiment, it is necessary to monitor all aspects of design and production. The process is as follows:
[0040] 1. Tooling and mold design: Design tooling and molds according to the technical content, principle and effect analysis of this process.
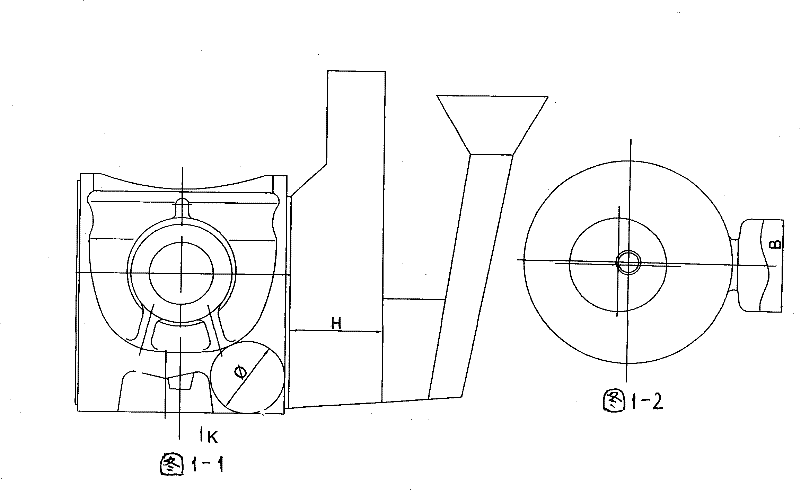
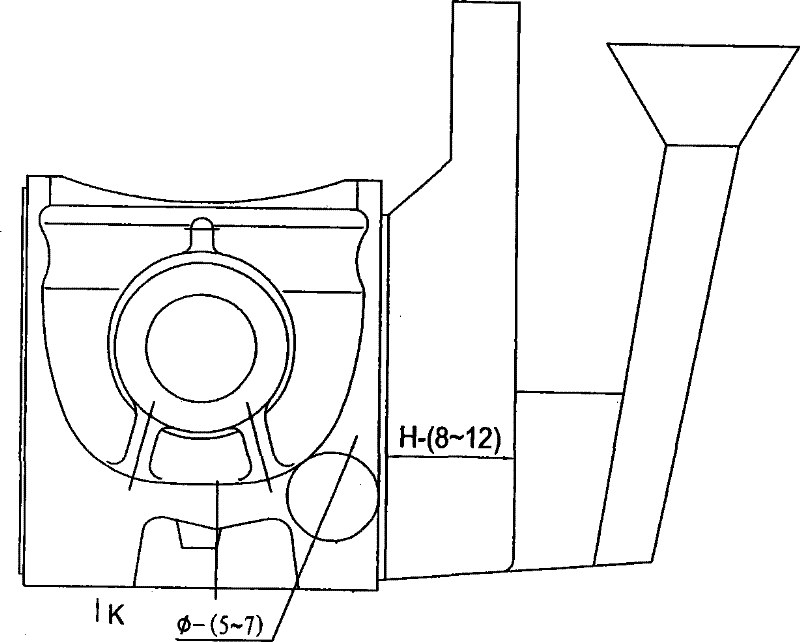
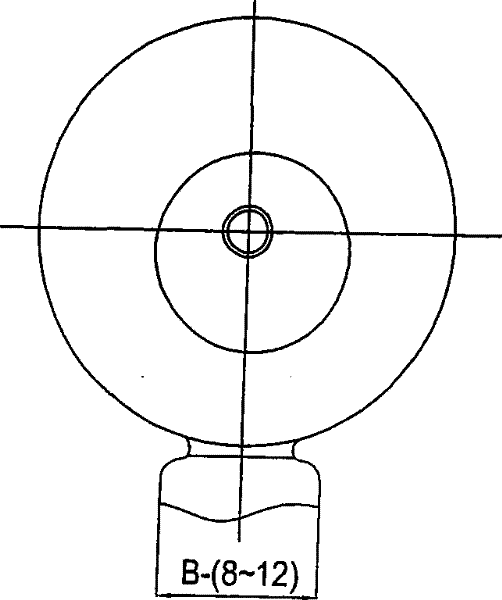
[0041]a) Change the traditional design of the eccentricity of the long axis of the piston combustion chamber in the past, and make the eccentricity of the long axis of the piston combustion chamber in the front, so that the diameter of the thermal pitch circle in the direction of the piston riser is reduced by 5-7mm, corresponding to 495T, YC6108G, LR105, N485, N485AW, RCB108, LR108-1 series engine pistons, the diameters before modification are 30mm, 35mm, 31mm, 27.5mm, 27.5mm, 33.5mm, 33.5mm; Possibility, and shorten the feeding time, and at the same time...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More