

Laser brazing clearance compensation method
A technology of brazing gap and compensation method, which is applied in the direction of laser welding equipment, welding equipment, welding equipment, etc., can solve the problems of low pass rate, increase of vehicle production cost, and long adjustment time, so as to improve assembly accuracy and facilitate Promote, adjust simple effects
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
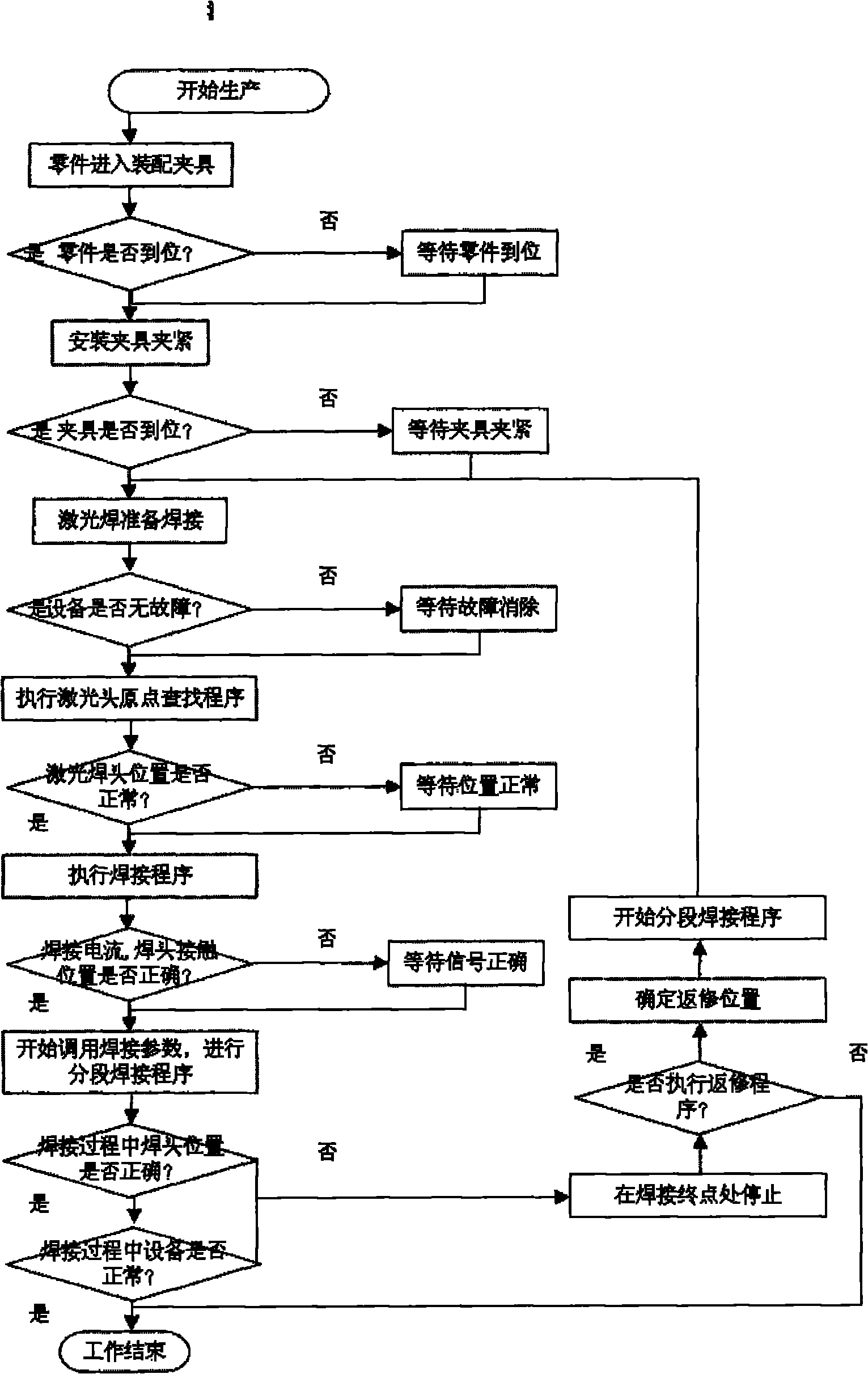
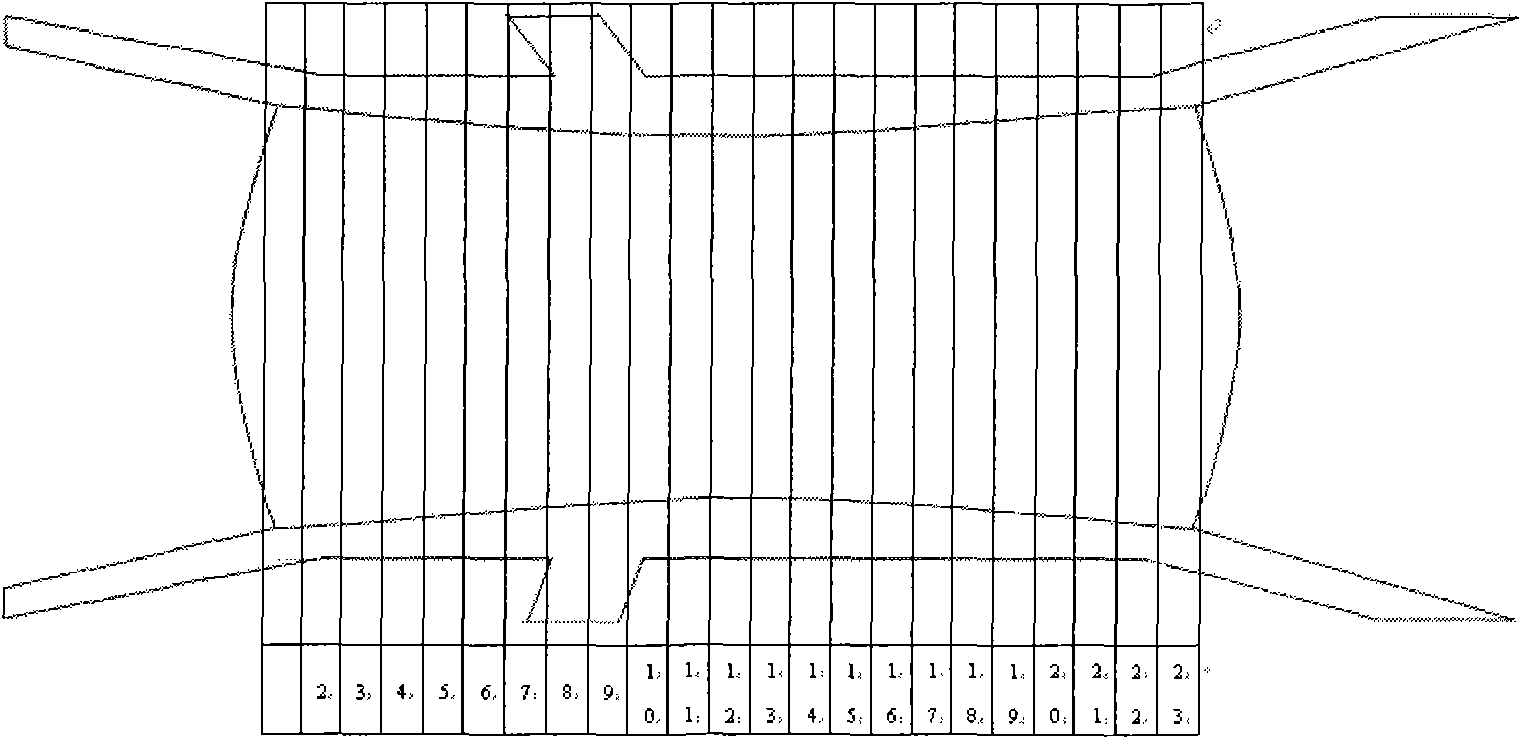
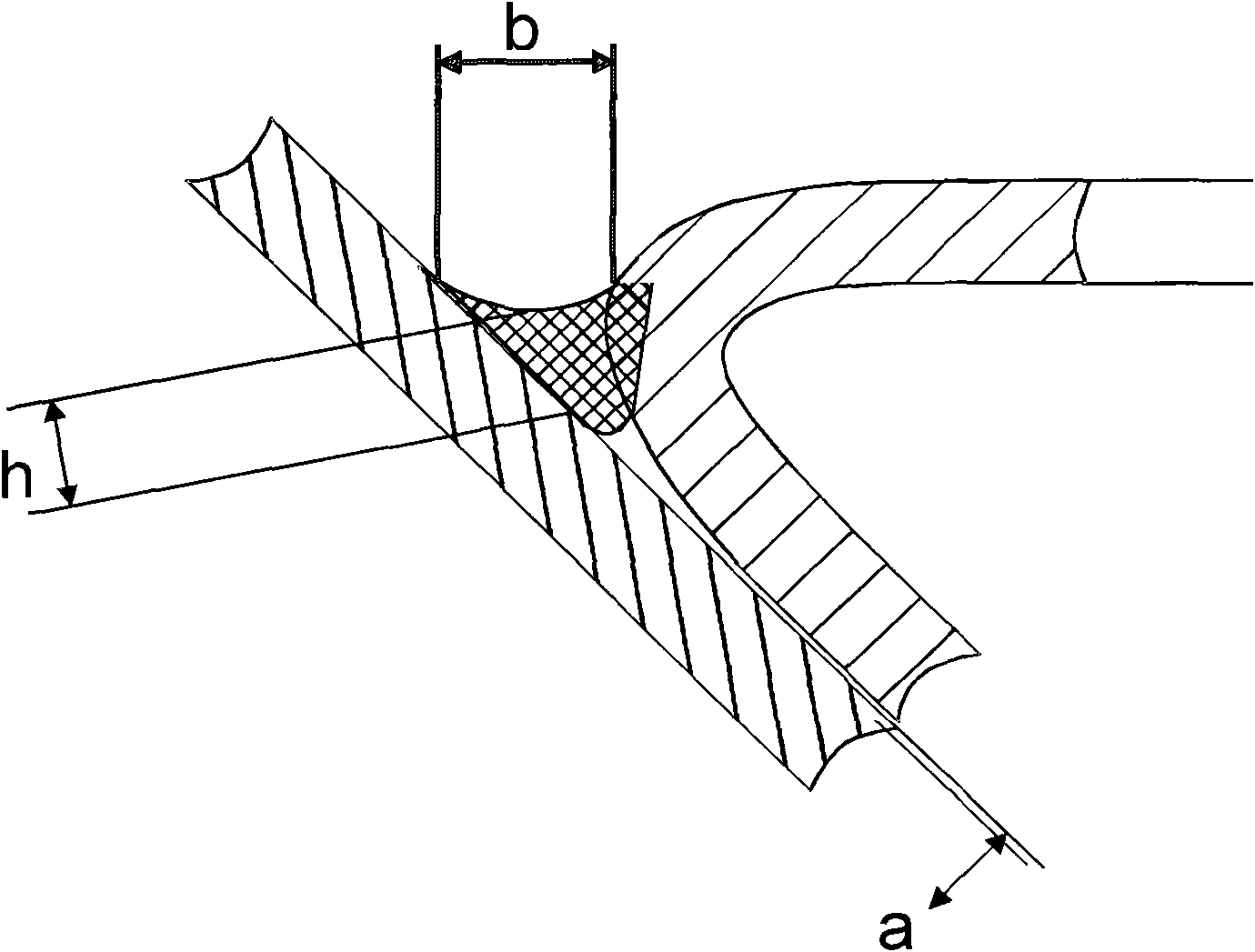
[0015] Such as figure 2 In the assembly area shown, the robot program is decomposed into 23 segments, and segmented control can solve the problem of poor uniformity of the assembly gap. Such as image 3 The shown a is the assembly gap, b is the welding width, and h is the welding penetration depth. By adjusting the robot speed Vb and the wire feeding speed Vs of the hot wire machine, the assembly gap a can be changed to ensure that the welding width b and welding penetration h are stable. . The adjustment range of Vb is less than 2.34 m / min, the adjustment range of Vs is less than 2.88 m / min, the ratio of robot speed Vb to wire feeding speed Vs is (a+b)×k, k is the output loss of the hot wire machine is 0.3525, and the quality requirement of b value is 3mm, by checking such as Figure 4 The table shown to determine the parameters of the robot, such as figure 1 The programmable controller shown in the figure controls the work of the assembly fixture, conveying system, and ...
Embodiment 2
[0019] The programmable controller controls the assembly fixture, conveying system, and robot work, and the robot controls the laser welding machine and laser welding head to work; the parts are transported into the assembly fixture through the conveying system, and the programmable controller detects whether the parts are transported in place and controls the assembly. The fixture is clamped, and the robot controls the laser welding machine to prepare to execute the welding program; execute the laser welding head origin search program to judge whether the position of the laser welding head is correct. If the welding program is performed correctly, if it is not correct, wait for the position to be normal and continue to execute the welding program; after that The system detects whether the welding current and the contact position of the welding head are correct. If the welding parameters are called correctly, the segmental welding is performed; 23 welding procedures are performe...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More