Method for welding Q420 steel for power grid iron tower
A welding method and iron tower technology, applied in the field of steel welding, can solve the problems of inability to meet the high-quality and high-efficiency requirements of power grid iron towers, difficult welding joint test parameters, uneven welding quality, etc. Easy-to-operate effects
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
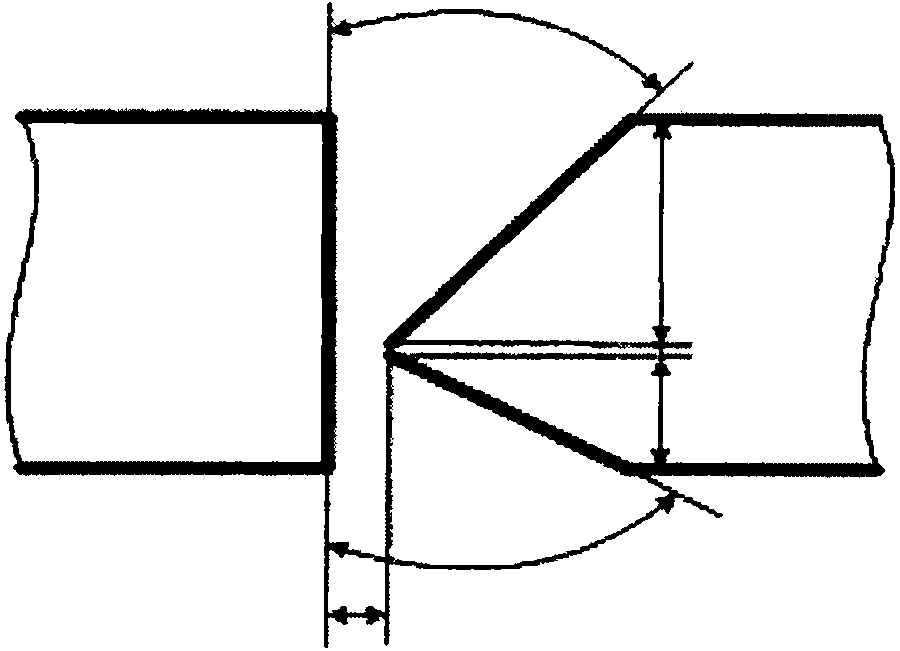
[0028] A welding method for Q420 steel for power grid iron towers, used for welding Q420 steel plates with a thickness of 12mm or 16mm, and suitable for welding in the form of butt joints. 2 NBC-350 welding machine with Ar welding power source, welding consumables use Atlantic brand J557ф3.2 welding rod or Atlantic brand J557ф4.0 welding rod, or Atlantic brand ER55-G welding wire, using 80% Ar+20% CO 2 The semi-automatic solid wire mixed gas shielded welding process welds at room temperature without preheating, see the attached figure 1 , the butt joint adopts an asymmetric K-shaped groove, the groove angles on both sides are 45-50° and 58-62° respectively, the width of the blunt side of the groove is 0-2.5mm, the gap between the welding counterparts is 0-4mm, and the welding process adopts flat Three spatial positions of welding, vertical welding and horizontal welding, welding speed = 12-29cm / min, heat input = 123-296kj / min.
Embodiment 2
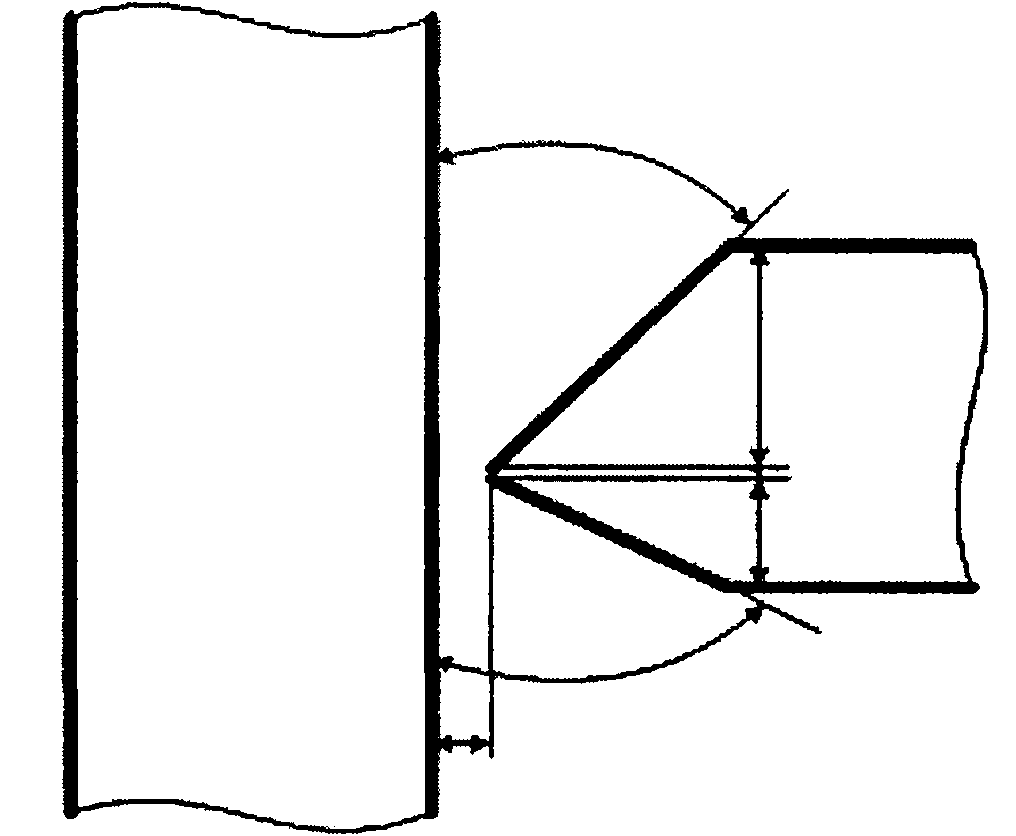
[0030] A welding method for Q420 steel for power grid iron towers, which is used for welding Q420 steel plates with a thickness of 12mm or 16mm, and is suitable for welding in the form of T-shaped joints with full penetration. 2 NBC-350 welding machine with Ar welding power source, welding consumables use Atlantic brand J557ф3.2 welding rod or Atlantic brand J557ф4.0 welding rod, or Atlantic brand ER55-G welding wire, using 80% Ar+20% CO 2 The semi-automatic solid wire mixed gas shielded welding process is welded at 0°C, and the Q420 steel is preheated to 150°C before welding. figure 2 , the T-shaped joint with gold penetration adopts an asymmetric K-shaped groove, the angles of the grooves on both sides are 45-50° and 58-62° respectively, the width of the blunt edge of the groove is 0-3mm, and the gap between the welding counterparts is 0-3mm. The welding process adopts three spatial positions of flat welding, vertical welding and horizontal welding, welding speed = 16-44cm / ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More