Method for preparing light dot matrix sandwich board by laser drilling
A sandwich panel and laser cutting technology, which is applied in the field of mechanical processing, can solve the problems of poor structural performance of sandwich panels and unsuitability for mass production, and achieve the effects of high laser processing precision, small heat input, and good structural performance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
specific Embodiment approach
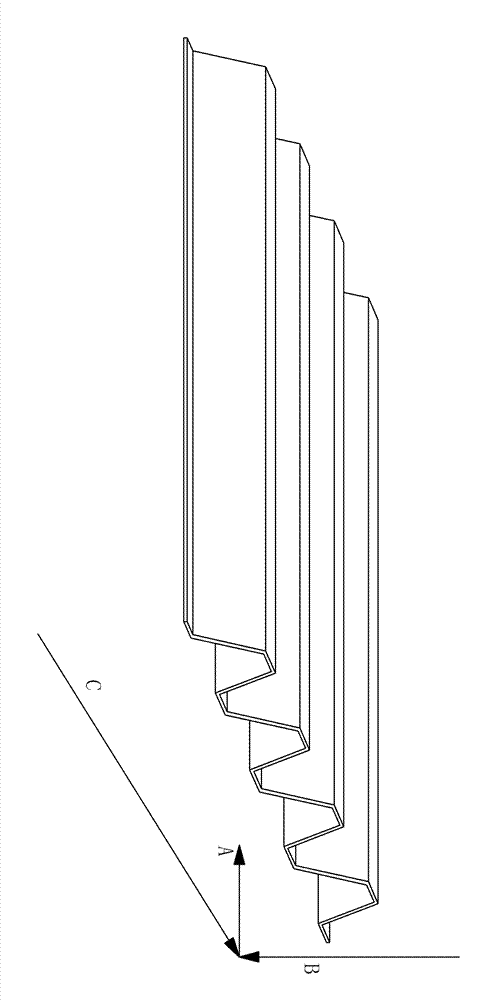
[0031] Specific implementation method: the following combination Figure 7 Describe this embodiment, this embodiment is a kind of lightweight lattice sandwich panel, it comprises the corrugated plate 1 with hole, upper panel 2 and lower panel 3, the upper top surface of corrugated plate 1 with hole is fixed with upper panel 2 Together, the lower bottom surface of the perforated corrugated plate 1 and the lower panel 3 are fixed together, and a row of through holes is distributed on each inclined side of the perforated corrugated plate 1 . The through holes may be uniformly or unevenly distributed on the inclined side, which is determined according to actual needs.
specific Embodiment approach 2
[0032] Specific implementation mode two: the following combination Figure 1 to Figure 12 To illustrate this embodiment, this embodiment uses laser cutting to prepare the method for the lightweight lattice sandwich panel described in Embodiment 1, which includes the following steps:
[0033] Step 1, pretreating the corrugated plate to be processed;
[0034] Step 2. Place the corrugated plate horizontally on the laser processing table, and fix it with clamps;
[0035] Step 3. Start the laser cutting equipment, and punch holes on the inclined side of the corrugated board. The direction of laser punching is perpendicular to the upper top surface.
[0036] The process parameters are: laser output power is 150w~400w, cutting speed is 0.5mm / s~5mm / s, pulse width is 0.5ms~4ms, repetition frequency is 20Hz~60Hz, protective gas pressure is 10kPa~30kPa, nozzle height is 0.5mm~5mm, machining allowance is 0.1mm~0.5mm,
[0037] Step 4. After punching the holes on the corrugated board acc...
specific Embodiment approach 3
[0051] Specific embodiment three: the difference between this embodiment and embodiment two is that the laser output power is 180w-300w, the cutting speed is 1mm / s-3mm / s, the pulse width is 1ms-2ms, and the repetition frequency is 20Hz-30Hz , the shielding gas pressure is 15kPa-25kPa, the nozzle height is 0.8mm-2mm, the machining allowance is 0.1mm-0.3mm, and other structures and connection methods are the same as those in the second embodiment.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More