

Rotor manufacture process
A manufacturing process and rotor technology, applied in the manufacture of stator/rotor body, etc., can solve problems such as unstable product quality, excessive energy consumption, and low efficiency, and achieve stable and reliable product quality, increased production efficiency, and reduced costs.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0030] The present invention will be further described in detail below with reference to the drawings and specific embodiments.
[0031] The process route of the present invention is: blanking → annealing → billet making → lubrication → pre-forming → forming extrusion;
[0032] The first step: blanking, using CNC band sawing machine blanking, verticality ≤0.5;
[0033] The second step: Annealing, using a well-type vacuum annealing furnace to vacuum and fill with nitrogen protection annealing, after annealing, oxidation and decarburization unilateral ≤0.1, the material hardness after annealing HB113-120;
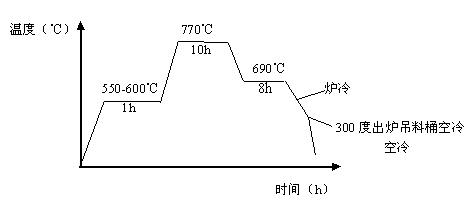
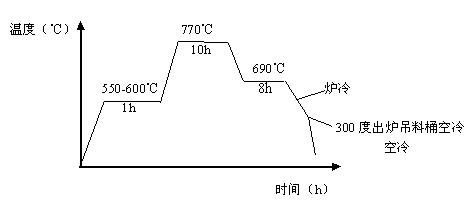
[0034] 20CrMnTi spheroidizing annealing process:
[0035] Such as figure 1 As shown, the annealing process is as follows: Put the blanks into the annealing furnace and cover the furnace cover, first raise the furnace temperature to 550-600 degrees for 1H, then increase the temperature to 770 degrees for 10 hours, and then slowly After cooling to 690°C and holding for 8H, turn ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| hardness | aaaaa | aaaaa |
| hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More