

Large-specification steel rod diameter fixing hole pattern and diameter fixing process
A technology with large size and sizing holes, applied in the field of steel rolling in the metallurgical industry, can solve the problems of low dimensional accuracy, low material utilization rate, high cost of round steel, etc., achieving less heating times, favorable rolling stability, and rolling The effect of short production time
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0017] Embodiment 1: This embodiment describes the roll design and sizing process for producing super large-diameter round steel with a steel grade of 20G and a finished product diameter of Φ1000mm (the thermal dimension is Φ1015mm).
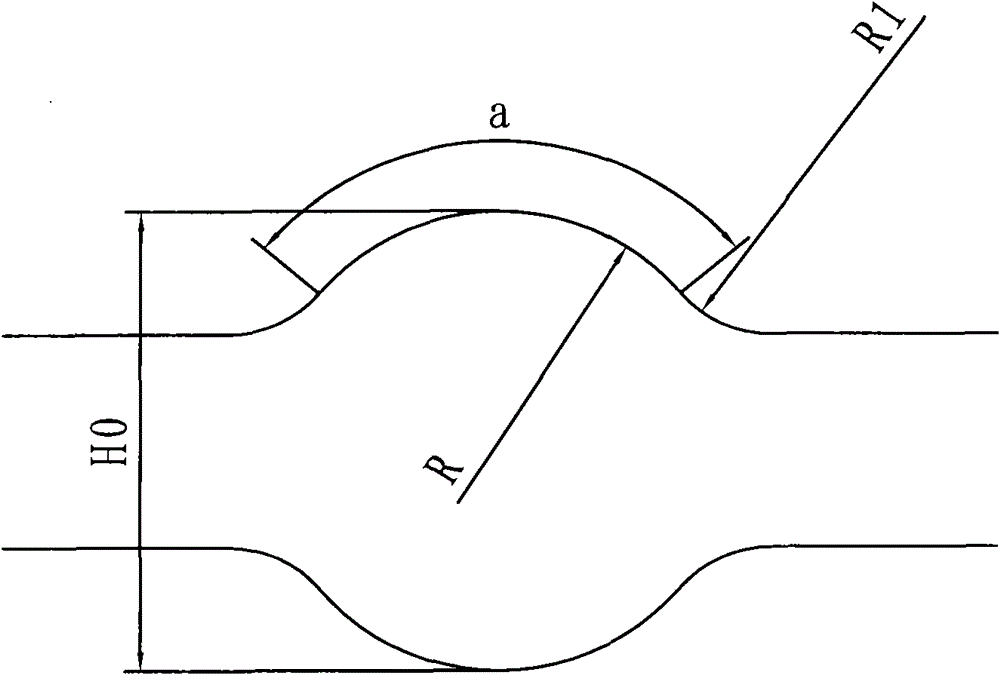
[0018] In this embodiment, the diameter of the roll used is 1500mm, the rotation speed is 10-20rpm, and the roll gap is 565-455mm. The pass system see attached figure 1 , where: the main arc radius R = 515mm; the transition arc radius R1 = 150mm; the total height of the pass H0 = 1015mm; the main arc central angle a = 100 °.
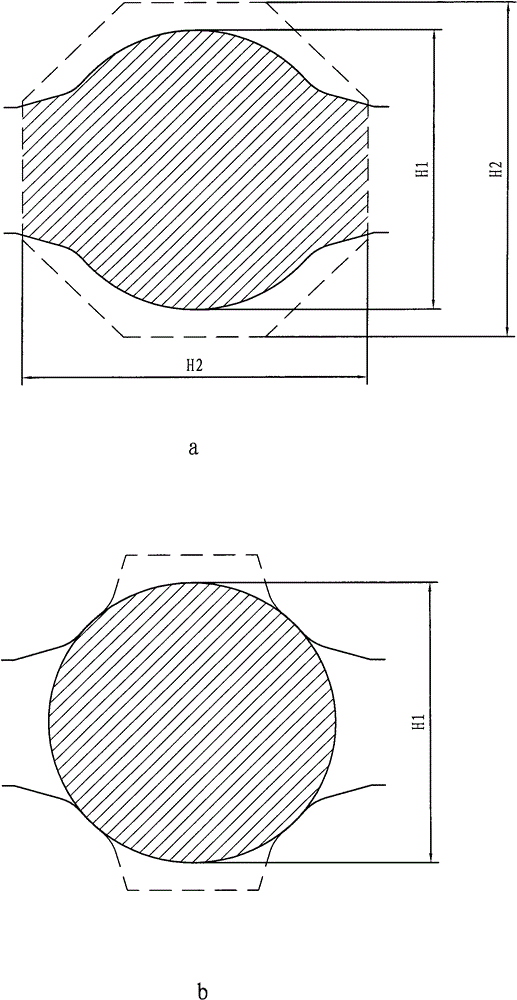
[0019] The sizing process described in this embodiment is: select an octagonal prism-shaped steel billet with an inscribed circle D=1200mm (the thermal dimension is D=1215mm) as a raw material, and refer to the appendix for the sizing process. figure 2 ,mainly include:
[0020] The first step is to roll the steel billet with a rolling temperature of about 1150°C, with a reduction of ≤50mm / pass, and roll back and forth f...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More