

Composite health care pad and manufacture method thereof
A technology of intermediate layer and non-woven layer is applied in the field of composite panels to achieve the effect of convenient handling and transportation, saving transportation cost and light weight
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
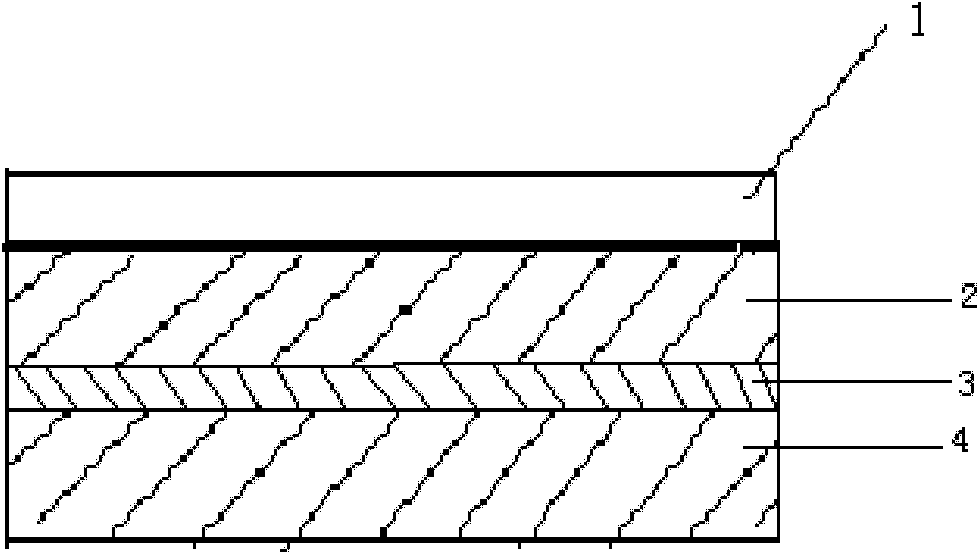
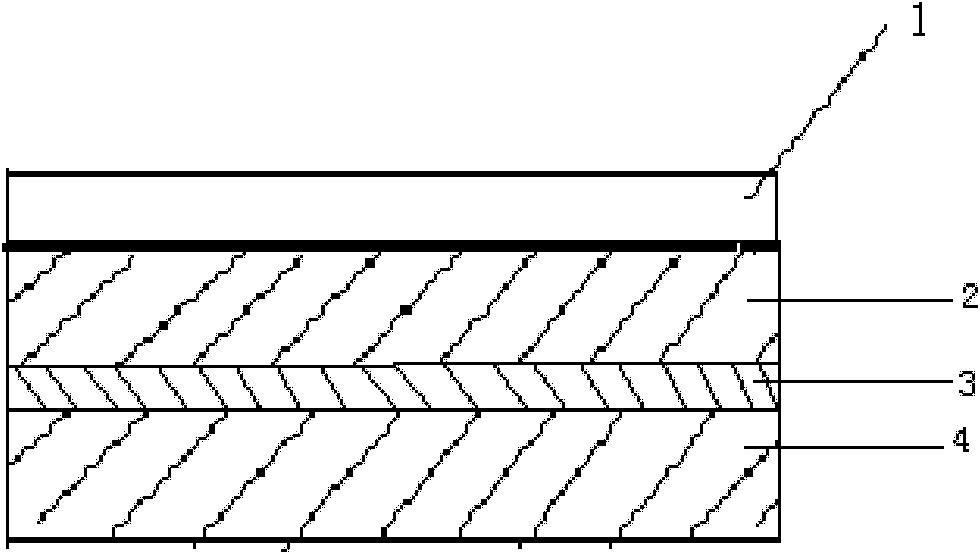
[0044] In the first step, each component is weighed in proportion, opened and mixed, pre-laid, carded, air-laid, and needle-punched to prepare the non-woven layer of the upper surface layer 1 and the adhesive layer 3 respectively, wherein the upper surface layer The non-woven layer of 1 is made of 10% PP fiber and 90% elastic chemical fiber, and the bonding layer 3 is made of 100% PP fiber. times / min, the speed is 2 m / min.
[0045] Step 2: weighing according to the ratio of 20% ES fiber, 70% flax fiber and 10% bamboo charcoal fiber, opening and mixing, pre-forming, carding, air-laid to make the first middle layer 2, the second middle Layer 4, wherein the speed of pre-forming, carding, and air-laid processes is 5m / min, and the thickness of the first intermediate layer 2 and the second intermediate layer 4 are respectively 3cm;
[0046] The third step: the first intermediate layer 2 and the second intermediate layer 4 prepared by the upper surface layer 1 prepared in step S01, ...
Embodiment 2
[0050] In the first step, each component is weighed in proportion, opened and mixed, pre-laid, carded, air-laid, and needle-punched to prepare the non-woven layer of the upper surface layer 1, wherein the non-woven layer of the upper surface layer 1 Adopt the ratio of 40% PE / PET sheath-core fiber, 60% jute fiber, bonding layer 3 adopts 80% PE / PET sheath-core fiber and 20% polyester fiber; 3000 pieces / m, acupuncture frequency 1000 times / min, speed 10 m / min;
[0051] The second step: weighing according to the ratio of 30% ES fiber, 20% jute fiber and 50% coconut palm fiber, opening and mixing, pre-forming, carding, air-laid to make the first middle layer 2, the second Two intermediate layers 4, wherein the speed of pre-forming, carding, and air-laid processes is 10m / min, and the thicknesses of the first intermediate layer 2 and the second intermediate layer 4 are respectively 2.5cm;
[0052] The third step: the first intermediate layer 2 and the second intermediate layer 4 prep...
Embodiment 3
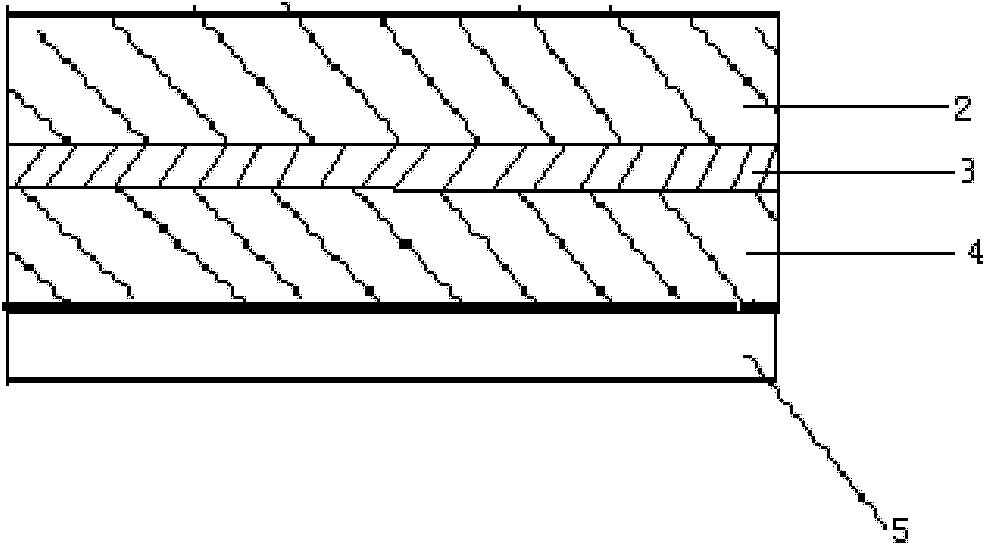
[0056] In the first step, each component is weighed in proportion, opened and mixed, pre-laid, carded, air-laid, and needle-punched to prepare the non-woven layer and adhesive layer 3 of the lower surface layer 5 respectively, wherein the lower surface layer 5. The non-woven layer uses 25% 4080 fiber, 45% elastic chemical fiber, and 30% kenaf fiber. The bonding layer uses 60% 4080 fiber, 30% polyester fiber and 10% bamboo charcoal fiber; acupuncture process The density of needle board needles in the needle board is 5000 pieces / m, the needling frequency is 100 times / min, and the speed is 18 m / min;
[0057] Step 2: According to the ratio of 40% PE / PET sheath-core fiber, 50% sisal fiber, and 10% palm fiber, carry out weighing, opening and mixing, pre-forming, carding, and air-laying to make the first intermediate Layer 2, the second intermediate layer 4, wherein the speed of pre-forming, carding, and air-laid processes is 18m / min, and the thickness of the first intermediate layer...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Length | aaaaa | aaaaa |
| Fineness | aaaaa | aaaaa |
| Fineness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More