

Manufacturing method of high-quality cold heading steel with uniform structure property
A technology of structure performance and manufacturing method, applied in the field of medium carbon cold heading steel wire rod production, can solve the problems of low processing rate, uneven structure of wire rod, cracking during cold heading processing, etc., so as to improve the qualification rate and reduce the problem of cold heading cracking. , the effect of improving economic efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0026] Example 1 uses a billet with a cross-section of 150×150mm, the finished product specification is Φ8mm, and the composition is shown in Table 1. The temperature of the billet out of the furnace is 1060°C, and the spinning temperature is 825°C. The rolling process and Stelmore air cooling The controlled cooling process is shown in Table 2, and the mechanical properties are shown in Table 3.
Embodiment 2
[0027] Example 2 uses a billet with a cross-section of 150×150mm, the finished product specification is Φ12mm, and the composition is shown in Table 1. The billet temperature is 1050°C, and the spinning temperature is 820°C. The controlled cooling process is shown in Table 2, and the mechanical properties are shown in Table 3.
[0028] Table 1 Chemical composition (wt, %)
[0029] Element C mn Si Cr P S Cu Ni Mo Alt Example 1 0.35 0.63 0.22 0.97 0.011 0.002 0.07 0.05 0.16 0.026 Example 2 0.35 0.65 0.25 0.98 0.019 0.006 0.08 0.04 0.17 0.031
[0030] In Table 1, except for the ingredients listed in the table, the rest are Fe and trace impurity elements.
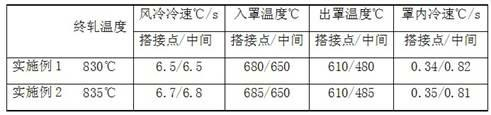
[0031] Table 2 Controlled rolling and controlled cooling process
[0032]
[0033] "Middle" in Table 2 means "non-lap point".
[0034] Table 3 Mechanical Properties
[0035] Tensile strength MPa Elongation% rate of reduction in area% Vickers h...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| Vickers hardness | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More