

Online demonstration method for 'J'-shaped groove welding robot
A technology of groove welding and teaching method, which is applied in the direction of welding equipment, welding equipment, auxiliary welding equipment, etc., can solve the problems of reducing the robot's working accuracy, error, and distance error at the end of the welding torch, so as to reduce the influence of teaching human factors , Ensure the consistency of weld quality and solve the effect of rapid positioning
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0051] In order to make the object, technical solution and advantages of the present invention clearer, the implementation manner of the present invention will be further described in detail below in conjunction with the accompanying drawings.
[0052] In order to reduce the labor intensity of workers teaching the trajectory, improve the efficiency of trajectory teaching, reduce the influence of human factors in teaching, and ensure the consistency of weld quality, the embodiment of the present invention provides a "J" type groove welding robot. online teaching method, see figure 2 , image 3 , Figure 4 and Figure 5 , see the description below:
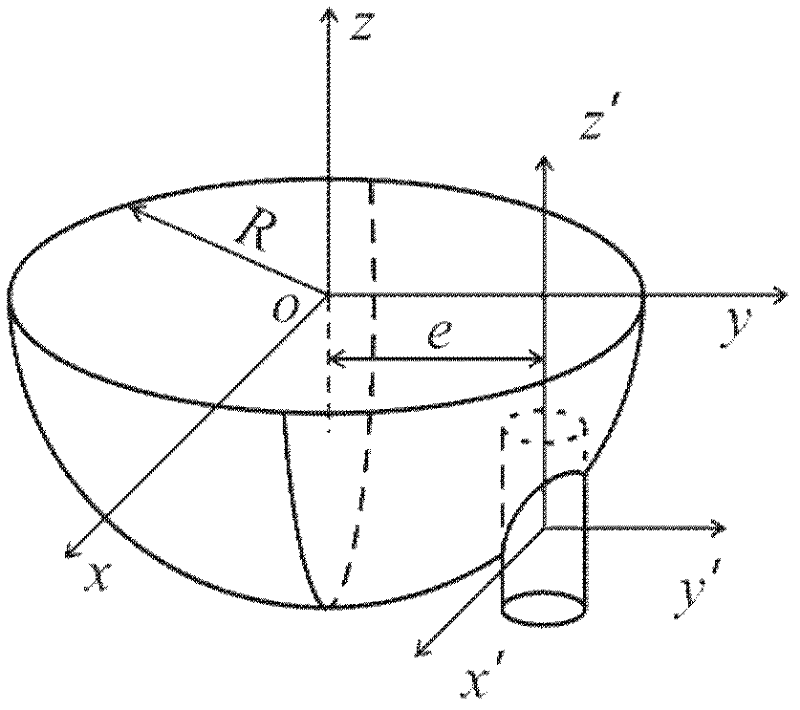
[0053] 101: Establish the parametric equation of the intersecting line through the radius r of the circular tube, the curvature R of the spherical surface, and the eccentricity e between the circular tube and the spherical surface;
[0054] Wherein, this step is specifically as follows: according to the radius r of the circular...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More