

Method for tracking and controlling weld joints of band steel of continuous processing production line
A strip welding seam, tracking control technology, applied in metal material coating process, hot dip coating process, coating and other directions, can solve the problem that the non-contact control function of the edge baffle of the air knife cannot be put into use normally and the unit is shut down. , enhance the labor intensity of operators and other issues
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
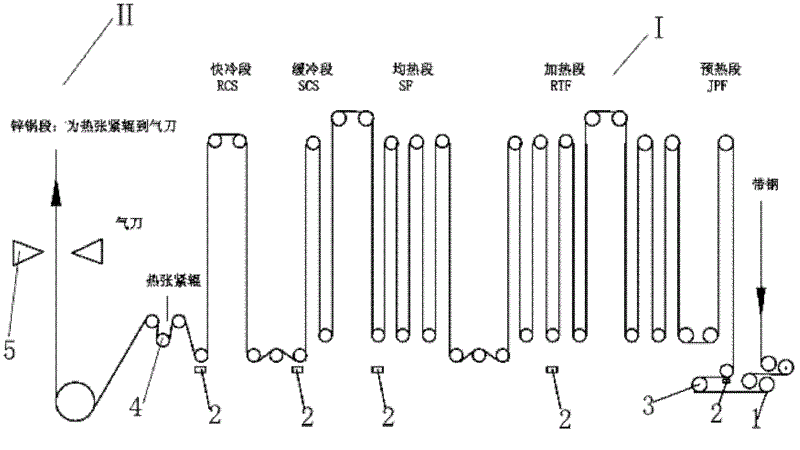
[0058] Baosteel No. 5 cold-rolled 1730 hot-dip galvanizing line is an example of the implementation of the patent of the present invention. The welding seam tracking control of the process section adopts a control scheme that combines the dynamic compensation of the strip length of the dancing roller and the establishment of the strip expansion model in the zinc pot section.
[0059] This control method can provide high-precision strip tension switching control and high-precision furnace section welding seam tracking for the inside of the furnace, which effectively ensures the correct action of the air knife edge baffle and the non-contact type of the air knife edge baffle. After the control function can be put into use normally, the labor intensity of the operator is greatly reduced, and the stability of the unit is strengthened to a certain extent. The detailed description is as follows: (In the example, the steel strip specification is: 0.79*1004mm)
[0060] 1. Description...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| width | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More