

High-strength and high-hardness medium-chromium ferritic stainless steel and manufacturing method thereof
A high-hardness, high-strength technology, used in temperature control and other directions, can solve problems such as increasing costs
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
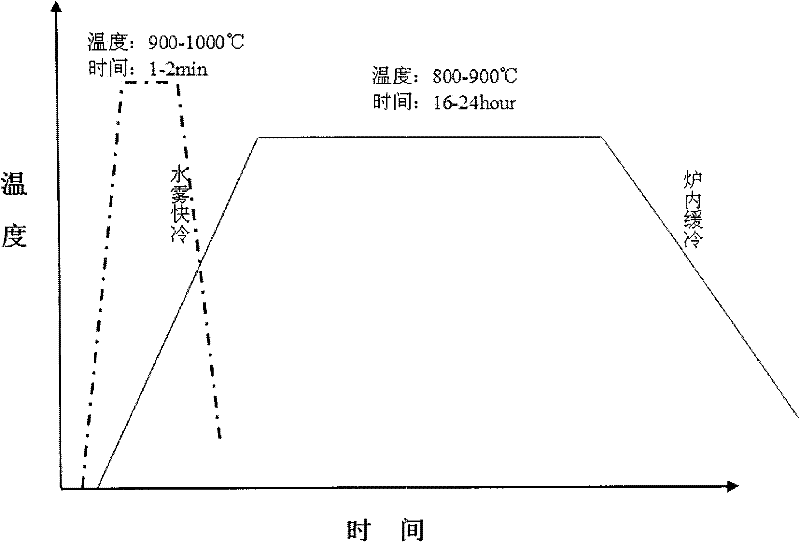
[0033] Carry out electric furnace+AOD two-step method smelting according to the composition of embodiment 1 in table 3, and according to figure 1 The process route and the process parameters in Table 2 are obtained after casting→hot rolling→BAF bell furnace annealing→pickling→cold rolling→APC cold annealing and pickling. Among them, the finishing temperature of hot rolling is controlled at 800°C, and the hot rolling annealing is as follows: figure 1 As shown by the solid line in the middle, the annealing temperature is controlled at 820°C, the time is controlled at 16 hours, and the cooling method is slow cooling in the furnace; while the cold rolling annealing is as follows figure 1 As shown by the dotted line in the middle, the annealing temperature is controlled at 850°C, the time is 1 minute, and the annealing method adopts water mist rapid cooling. Its performance is shown in Table 4.
Embodiment 2
[0035] Carry out electric furnace+AOD two-step method smelting according to the composition of embodiment 2 in table 3, and according to figure 1 The process route and the process parameters in Table 2 are obtained after casting→hot rolling→BAF bell furnace annealing→pickling→cold rolling→APC cold annealing and pickling. Among them, the finishing temperature of hot rolling is controlled at 850°C, and the hot rolling annealing is as follows: figure 1 As shown by the solid line in the middle, the annealing temperature is controlled at 900°C, the time is controlled at 18 hours, and the cooling method is slow cooling in the furnace; while the cold rolling annealing is as follows figure 1 As shown by the dotted line in the middle, the annealing temperature is controlled at 850°C for 2 minutes, and the annealing method adopts water mist rapid cooling. The properties are shown in Table 4.
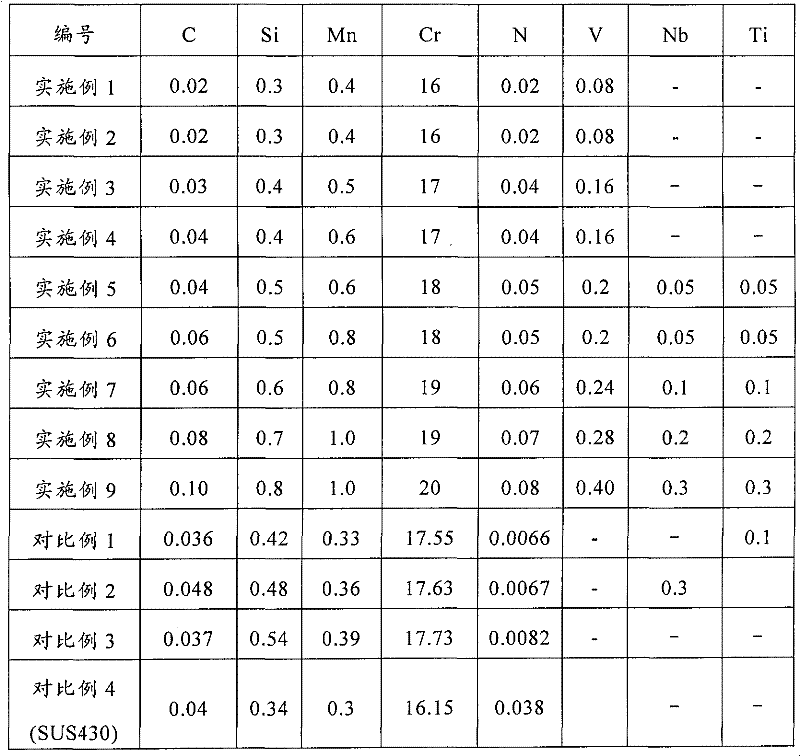
[0036] table 3
[0037]
Embodiment 3
[0039] Carry out electric furnace+AOD two-step method smelting according to the composition of embodiment 3 in table 3, and according to figure 1 The process route and the process parameters in Table 2 are obtained after casting→hot rolling→BAF bell furnace annealing→pickling→cold rolling→APC cold annealing and pickling. Among them, the finishing temperature of hot rolling is controlled at 900°C, and the hot rolling annealing is as follows: figure 1 As shown by the solid line in the middle, the annealing temperature is controlled at 800°C, the time is controlled at 20 hours, and the cooling method is slow cooling in the furnace; while the cold rolling annealing is as follows figure 1 As shown by the dotted line in the middle, the annealing temperature is controlled at 900°C, the time is 1 minute, and the annealing method adopts water mist rapid cooling. Its performance is shown in Table 4.
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
| Vickers hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More