

Method of improving fatigue strength of aluminum alloy welding joint
A fatigue strength, aluminum alloy technology, applied in the field of aluminum alloy welding, can solve problems such as low efficiency and complicated process
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
[0025] Example: A fatigue strength improvement test was performed on the welds of aluminum alloy A6061-T6 specimens.
[0026] The MIG welding test conditions and process parameters are as follows:
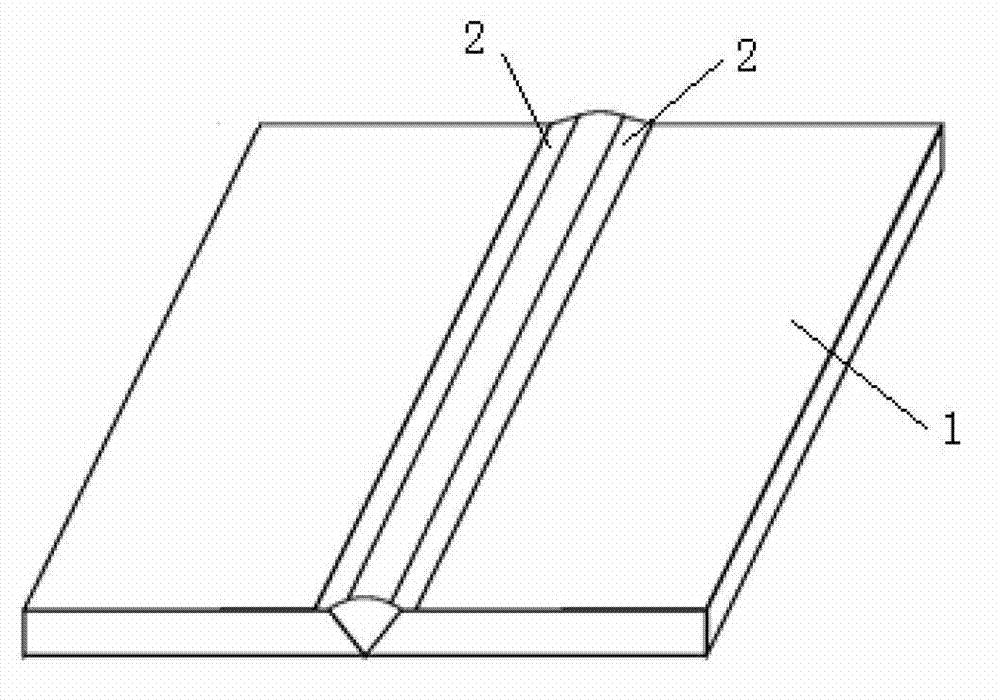
[0027] (1) Plate: A6061-T6 size 260×80×6mm (rectangular);
[0028] (2) Welding wire: A4043-WY φ1.2mm;
[0029] (3) Welding current 200A; welding voltage 21V; welding speed 0.5m / min; Ar gas flow rate 25L / min; V-shaped groove.
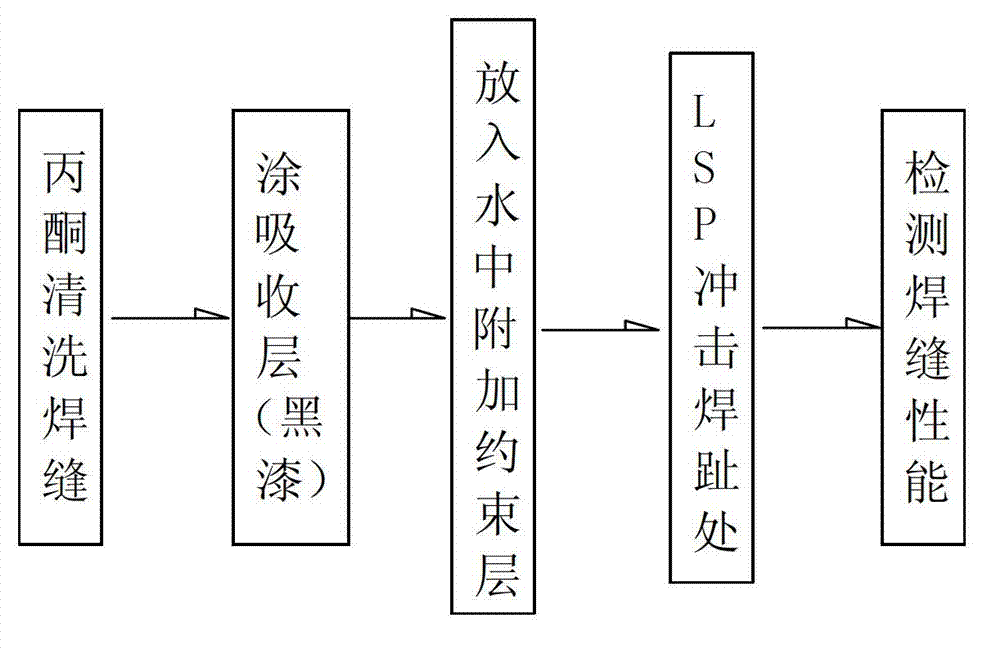
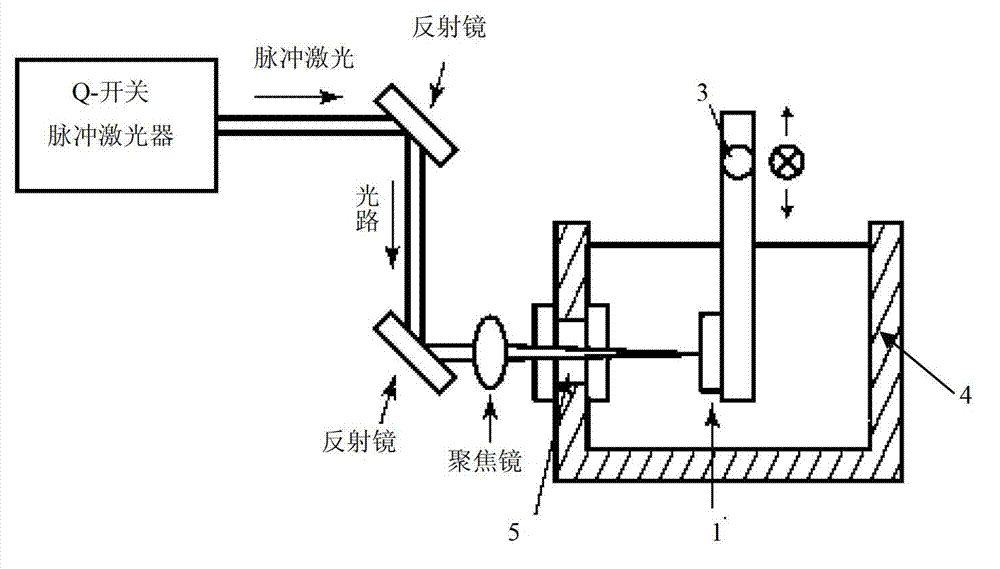
[0030] Before impact treatment, clean the weld with acetone, and coat the absorption layer-black paint on the left and right sides of the weld toe within a range of about 3.5mm; fix the test piece on the fixture and place it in the constrained layer (water layer).
[0031] Laser surface impact treatment conditions: laser type Nd:YAG laser, wavelength 532nm, frequency 60Hz, laser pulse width 8ns, single pulse energy 100mJ, focus spot diameter 0.6mm, laser pulse peak power density is about 4.5GW / cm 2 , The overlap area of the surface spots is 35%, and the pulse energy d...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Peak power density | aaaaa | aaaaa |
| Diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More