

HDPE (high-density polyethylene)/LDPE (low-density polyethylene) blended foam material and preparation method thereof
A foaming material and blending technology, which is applied in the field of foaming materials and their molding, can solve the problems of non-uniform properties of foaming materials and uneven mixing of materials, and achieve uniform cells, good compatibility and uniform material properties Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0059] The foaming formula is: 10 parts of HDPE, 90 parts of LDPE, 0.5 parts of dicumyl peroxide (DCP), 3 parts of Ac foaming agent, 1.3 parts of zinc oxide, 0.5 parts of stearic acid, and 0.1 part of antioxidant 1010 , 3 parts of inorganic filler calcium carbonate.
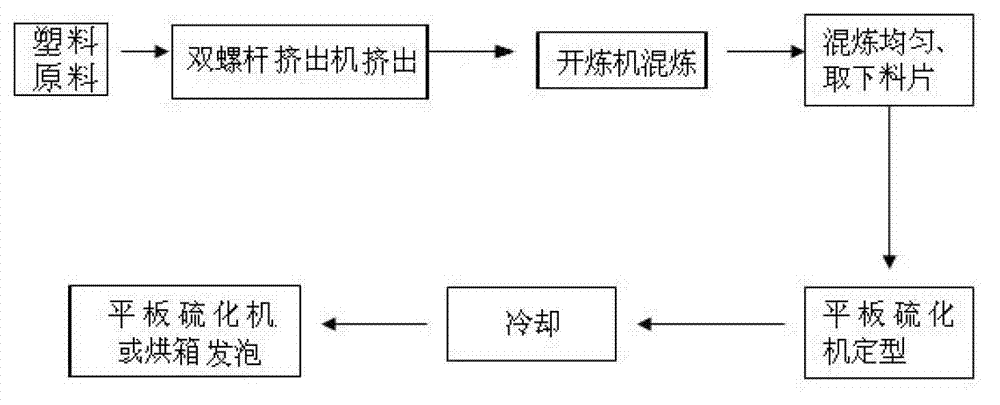
[0060] Process:
[0061] (1) Mix HDPE and LDPE on a high-speed mixer according to the ratio, and then extrude the mixture through a twin-screw extruder to granulate. The temperature settings of each zone of the twin-screw extruder are shown in Table 3. ℃ drying for 8 hours to obtain a dry base material;
[0062] (2) Plasticize the dried blend in an open mill with a roll temperature of 143°C, gradually add other additives, and finally add foaming agent, and make triangular bags 5 times until the blend is evenly mixed , remove the sheet and flatten it while it is hot;
[0063] (3) Preform the tablet in a mold frame at 150°C with a pressure of 5 MPa for 10 minutes, and foam the prepared sample sheet on a flat vul...
Embodiment 2
[0068] The foaming formula is: 25 parts of HDPE, 75 parts of LDPE, 0.5 parts of benzoyl peroxide (BPO), 5 parts of Ac foaming agent, 1.5 parts of zinc oxide, 0.5 parts of stearic acid, 0.1 parts of antioxidant 1010 parts, 6 parts of inorganic filler mica powder.
[0069] Process:
[0070] (1) Mix HDPE and LDPE on a high-speed mixer according to the ratio, and then extrude the mixture through a twin-screw extruder to granulate. The temperature settings of each zone of the twin-screw extruder are shown in Table 3. ℃ drying for 8 hours to obtain a dry base material;
[0071] (2) Plasticize the dried blend in an open mill with a roll temperature of 144°C, gradually add other additives, and finally add foaming agent, and make triangular bags 6 times until the blend is evenly mixed , remove the sheet and flatten it while it is hot;
[0072] (3) Preform the sheet in a mold frame at 150°C with a pressure of 5 MPa for 10 minutes, and foam the prepared sample sheet on a flat vulcaniz...
Embodiment 3
[0077] The foaming formula is: 50 parts of HDPE, 50 parts of LDPE, 0.5 parts of dicumyl peroxide (DCP), 7 parts of Ac foaming agent, 1.7 parts of zinc oxide, 0.5 parts of stearic acid, and 1010 antioxidants 0.1 part, 9 parts of inorganic filler calcium carbonate.
[0078] Process:
[0079] (1) Mix HDPE and LDPE on a high-speed mixer according to the ratio, and then extrude the mixture through a twin-screw extruder to granulate. The temperature settings of each zone of the twin-screw extruder are shown in Table 3. ℃ drying for 8 hours to obtain a dry base material;
[0080] (2) Plasticize the dried blend in an open mill with a roll temperature of 145°C, gradually add other additives, and finally add foaming agent, and make triangular bags 7 times until the blend is evenly mixed , remove the sheet and flatten it while it is hot;
[0081] (3) Preform the sheet in a mold frame at 150°C with a pressure of 5 MPa for 10 minutes, place the prepared sample sheet in an electric heati...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Tear strength | aaaaa | aaaaa |
| Tensile strength | aaaaa | aaaaa |
| Tear strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More