Laser welding method for reactor core wrapping tube
A laser welding and shroud technology, which is applied in laser welding equipment, welding equipment, metal processing equipment, etc., can solve the problems of heavy welding workload, low dimensional pass rate, and large welding deformation, so as to improve welding efficiency and size High precision and small welding deformation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0037] The specific implementation of the laser welding method for the core shroud of the present invention will be described in detail below in conjunction with the accompanying drawings.
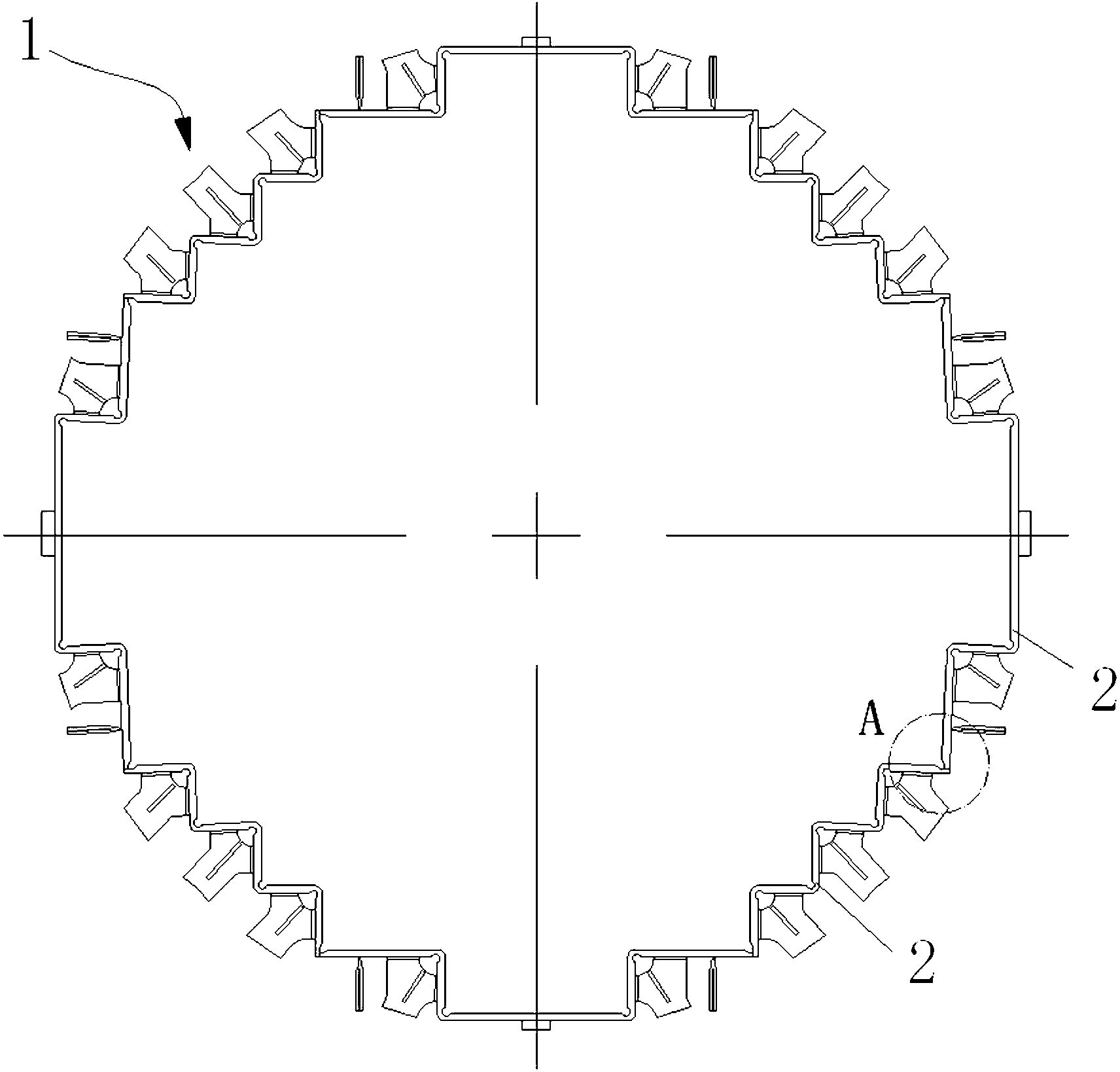
[0038] See attached figure 1 , The core shroud 1 is welded by 8 workpieces, the weld seam length is 4479mm, and the thickness is 16mm.
[0039] See attached Figure 5 , the welding method of the core shroud 1 includes the following steps.
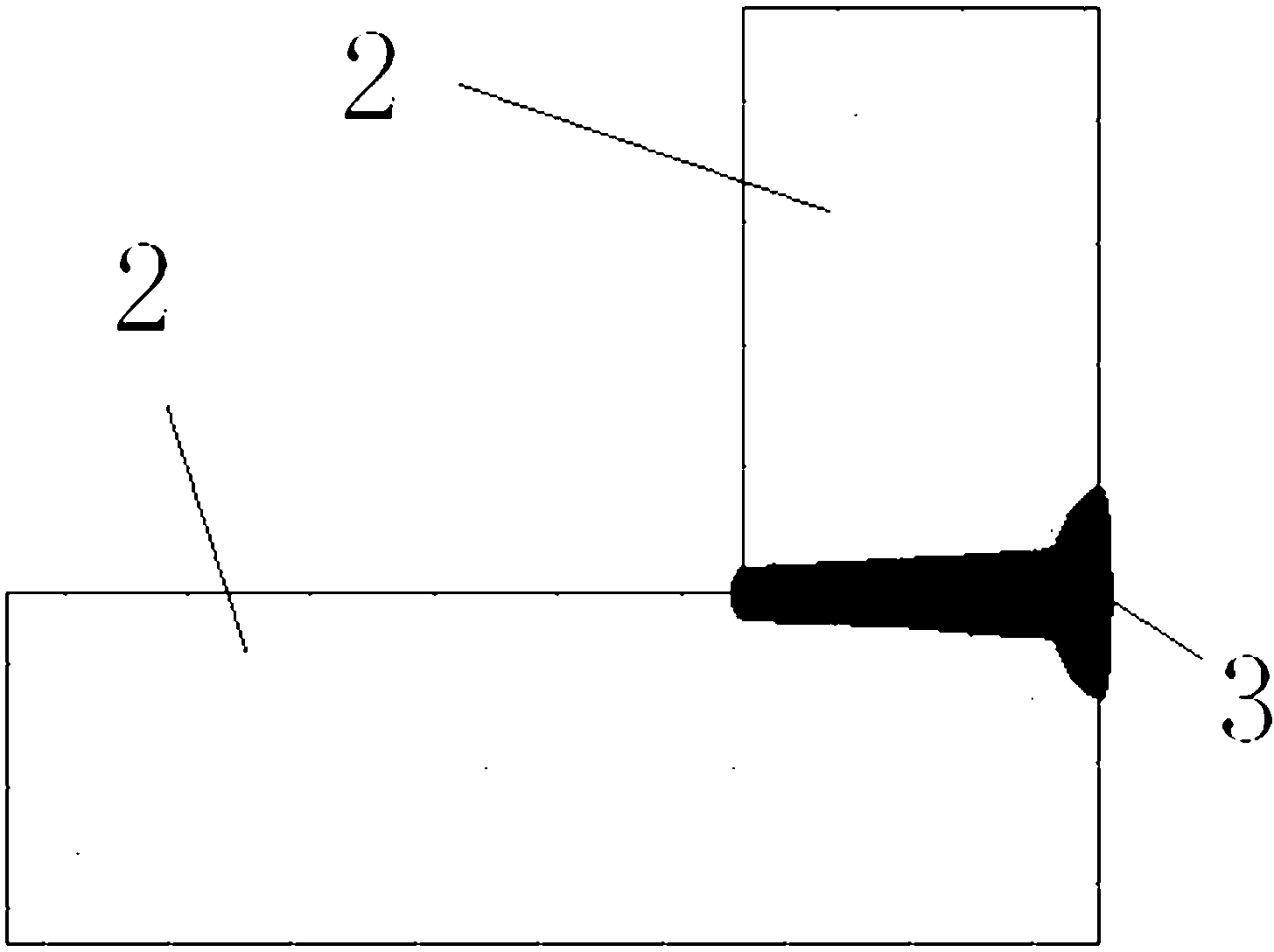
[0040] Step 1: see attached figure 2 , processing I-type grooves on the workpiece 2 of the core shroud 1 on 8 parts to be welded ( Figure 5 in step S1). When processing the I-shaped groove, considering the shrinkage of the material after welding, a certain shrinkage allowance is left for the I-shaped groove so that it can reach the normal size when it shrinks.
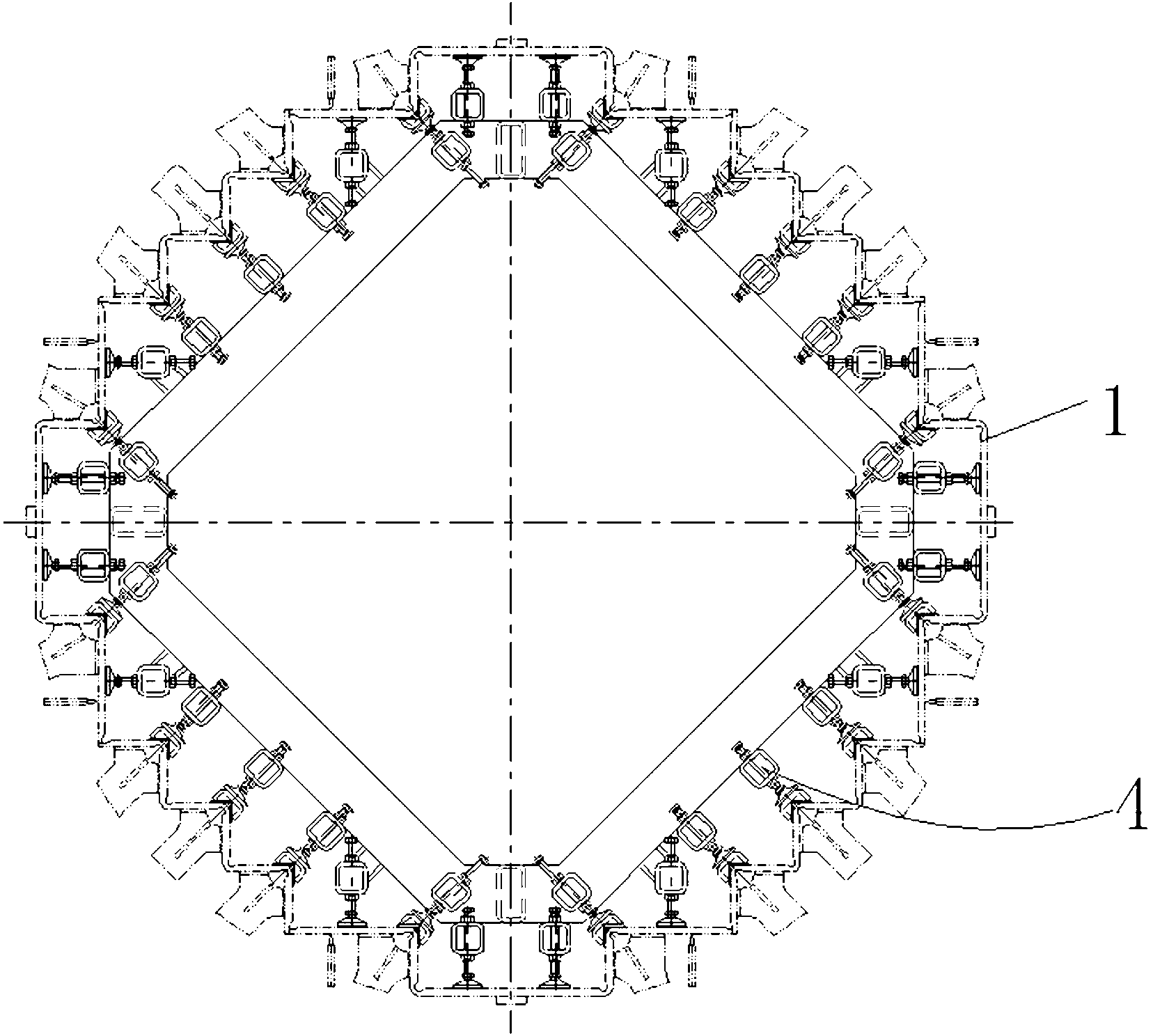
[0041] Step two: see attached image 3 , the workpiece 2 is installed on the inner support tooling 4 to form the core shroud 1, and the 8 parts to be welded of the workpiece are I-type w...
PUM
| Property | Measurement | Unit |
|---|---|---|
| The maximum length | aaaaa | aaaaa |
| Wall thickness | aaaaa | aaaaa |
| Wall thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com