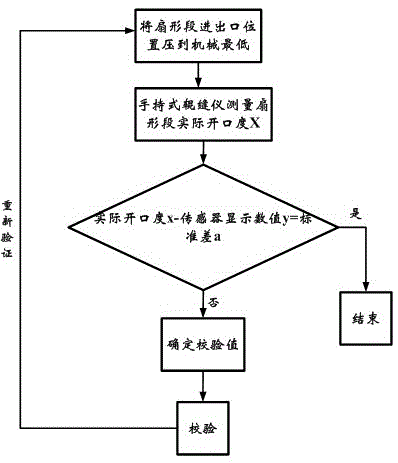
A method for on-line verification of the opening degree of the fan-shaped segment under light reduction for wide and thick plate continuous casting machine
A calibration method and sector segment technology, which is applied in the field of online calibration of sector segment opening under light pressure of wide and thick plate continuous casting machines, can solve problems such as unsuitable calibration and large differences, and improve low-fold quality and reduce Center segregation, the effect of eliminating middle cracks
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0063] 1) Continuous casting machine equipment parameters: straight arc-shaped slab continuous casting machine, radius 9.5m; continuous casting machine includes bending section and 18 fan-shaped sections, of which fan-shaped 7th and 8th sections are straightening sections, 9-18 sections are horizontal sections, Adopt standard deviation a=0.4mm.
[0064] 2) The billet size is 250mm×1820mm, the steel type is Q690D, the total amount of light reduction is 8mm, the total shrinkage value of the sector roll gap is 17mm, and the light reduction intervals are 8 sectors, 9 sectors, and 10 sectors, a total of 3 Sector. The steel composition, casting temperature and casting speed are shown in Table 1.
[0065]
[0066] 3) The size and set reduction of the cold slab are shown in Table 2.
[0067]
[0068] It can be seen from Table 2 that after the online segment opening degree check is adopted before pouring Q690D, the roll gap reduction of the segment can be accurately implemented. ...
Embodiment 2
[0073] 1) The equipment parameters of the continuous casting machine are as in Example 1, and the standard deviation a=0.4mm is adopted.
[0074] 2) The billet size is 250mm×2000mm, the steel type is Q235B, the total light reduction is 8mm, the total shrinkage value of the roll gap of the continuous casting machine is 16mm, and the reduction interval is 7 sectors, 8 sectors, and 9 sectors, a total of 3 sector segment. The steel composition, casting temperature and casting speed are shown in Table 4.
[0075]
[0076] 3) The size and set reduction of the cold slab are shown in Table 5.
[0077]
[0078] It can be seen from Table 5 that after the online segment opening degree check is adopted before pouring Q235B, the roll gap reduction of the segment can be accurately implemented. By tracking the conventional inspection blanks after the online sector opening degree calibration, it is found that the blanks with a deviation of 0.5mm from the set roll gap can reach 100%, a...
Embodiment 3
[0083] 1) The equipment parameters of the continuous casting machine are as in Example 1, and the standard deviation a=0.4mm is adopted.
[0084] 2) The billet size is 300mm×1820mm, the steel type is Q460C, the total amount of light reduction is 9mm, the total shrinkage value of the roll gap of the continuous casting machine is 16.1mm, and the reduction interval is 7 sectors, 8 sectors, and 9 sectors in total 3 sector segments. The steel composition, casting temperature and casting speed are shown in Table 7.
[0085]
[0086] 3) The size and set reduction of the cold slab are shown in Table 8.
[0087]
[0088] It can be seen from Table 8 that after casting Q460 with the online segment opening degree check, the roll gap reduction of the segment can be accurately implemented. By tracking the conventional inspection blanks after the online sector opening degree calibration, it is found that the blanks with a deviation of 0.5mm from the set roll gap can reach 100%, and t...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More