

High-strength high-toughness submerged arc welding wires
A submerged arc welding wire, high toughness technology, applied in arc welding equipment, welding medium, welding equipment and other directions, can solve the problem of lack of accuracy, difficult to use marine engineering equipment, etc., to achieve the effect of stable welding wire quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
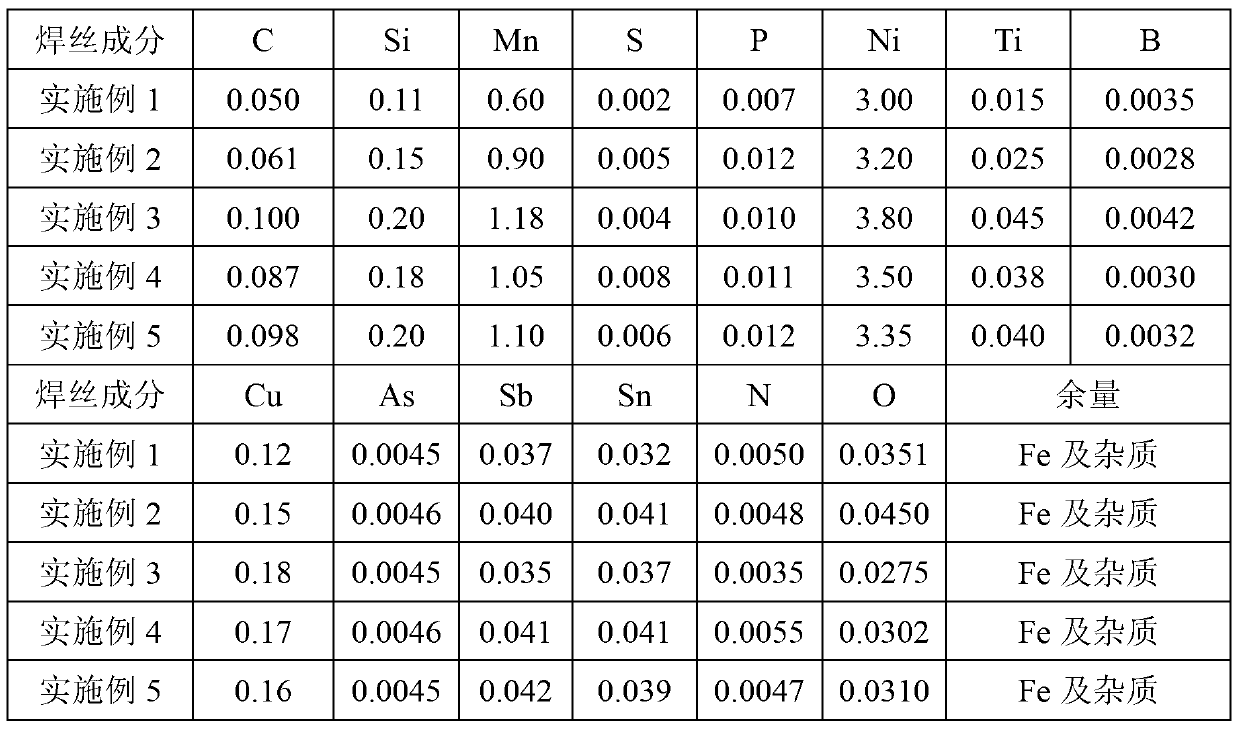
[0018] The present invention is a high-strength and high-toughness submerged arc welding wire. Its chemical composition is calculated by weight percentage: C0.050~0.100, Si≤0.20, Mn0.6~1.20, Ni3.00~3.80, Ti0.01~0.05, B0.001~0.005, Cu≤0.20, S≤0.008, P≤0.010, As≤0.005, Sb≤0.005, Sn≤0.005, N≤0.006, O≤0.005, the balance is Fe and inevitable impurities.
[0019] The present invention will be further described in detail below in conjunction with specific embodiments. The embodiments are provided for the convenience of understanding and are by no means limiting the present invention.
[0020] Table 1 Example submerged arc welding wire composition (wt%)
[0021]
[0022] The welding wire of the present invention is matched with the SJ102 flux to weld the deposited metal test plate, the test plate is FH40, the thickness is 20mm, the groove angle is 10°, and the root gap is 16mm. Welding specifications are: welding current 470~570A, welding voltage 27~34V, welding speed 400~450mm / min, interla...
PUM
| Property | Measurement | Unit |
|---|---|---|
| yield strength | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
| impact absorption energy | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More