

System and method for measuring and controlling heating temperature of edge of hot rolling slab
A technology of edge heating and temperature measurement, which is applied in temperature control, metal rolling, metal rolling, etc., can solve the problem that it is difficult to obtain timely and accurate evaluation of the commissioning effect, the real temperature rise of the intermediate billet cannot be measured, and the edge Internal heating and other issues to achieve the effect of improving control accuracy, eliminating measurement system errors, and ensuring consistency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
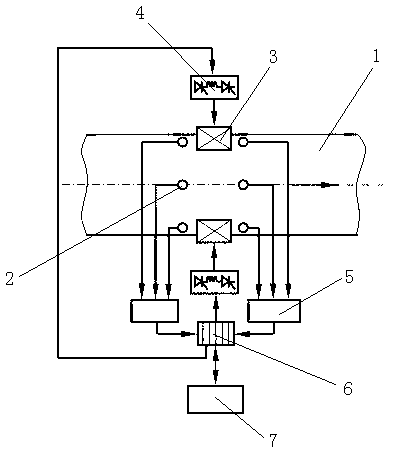
[0026] Such as figure 1 As shown, a hot-rolled slab edge heating temperature measurement and control system includes a temperature sensor group 2, an edge heating induction head 3, a heater power supply 4, a data collector 5, a PLC 6 and an industrial control computer 7. The temperature There are two groups of sensor groups 2, two temperature sensor groups 2 are respectively arranged at the entrance and exit of the edge heating induction head 3; each temperature sensor group 2 is respectively provided with at least three temperature sensors, and the three temperature sensors are located in the middle On the same cross section of the billet 1, one of the temperature sensors is arranged at the center of the intermediate billet 1, and the other two temperature sensors are symmetrically arranged on both sides of the intermediate billet 1; the output ends of the temperature sensor group 2 pass through the data collector 5 is connected to PLC6, and the PLC controller 6 is connected ...
Embodiment 2
[0040] The following introduces a specific example of the heating of the edge of the intermediate billet. All calculation and control data are unilateral heating, and the other side is symmetrical or separately controlled.
[0041] For an intermediate blank 1 made of ordinary carbon steel with a thickness of 40mm, a length of 60m, and a running speed of 1.5m / s, the cross-section temperature measured by the temperature sensor group 2 at the entrance of the edge heating sensor head 3 is: the center temperature of the intermediate blank 1 It is 1050°C, and the temperature at 25mm from the edge is 950°C. In order to ensure the consistency of the transverse temperature of the intermediate billet 1, it is necessary to heat the edge of the intermediate billet 1 to increase the temperature at a distance of 25mm from the edge of the intermediate billet 1 by 100°C, and the transverse temperature difference ΔT of the heated intermediate billet 1 is required to be controlled by 10°C Withi...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More