

Thermal expansion forming method of rectangular aluminum alloy section ring piece
A technology of rectangular cross-section and ring parts, which is applied in the field of thermal expansion forming of aluminum alloy rectangular cross-section ring parts, can solve the problems of cumbersome procedures, high equipment requirements, and large energy consumption, and achieve improved dimensional accuracy, improved dimensional accuracy, Effect of simplified bulging process
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach
[0033] The main chemical element content (percentage by weight) of the alloy given in the prior art is: Si content 0.15%-0.25%, Fe content 0.9%-1.4%, Cu content 1.8%-2.7%, Mn content ≤0.25%, Mg content 1.2%~1.8%, Ni content 0.8%~1.4%, Zn content ≤0.15%, Ti+Zr content ≤0.25%, Ti content ≤0.20%, other elements total ≤0.15 %, the balance is Al.
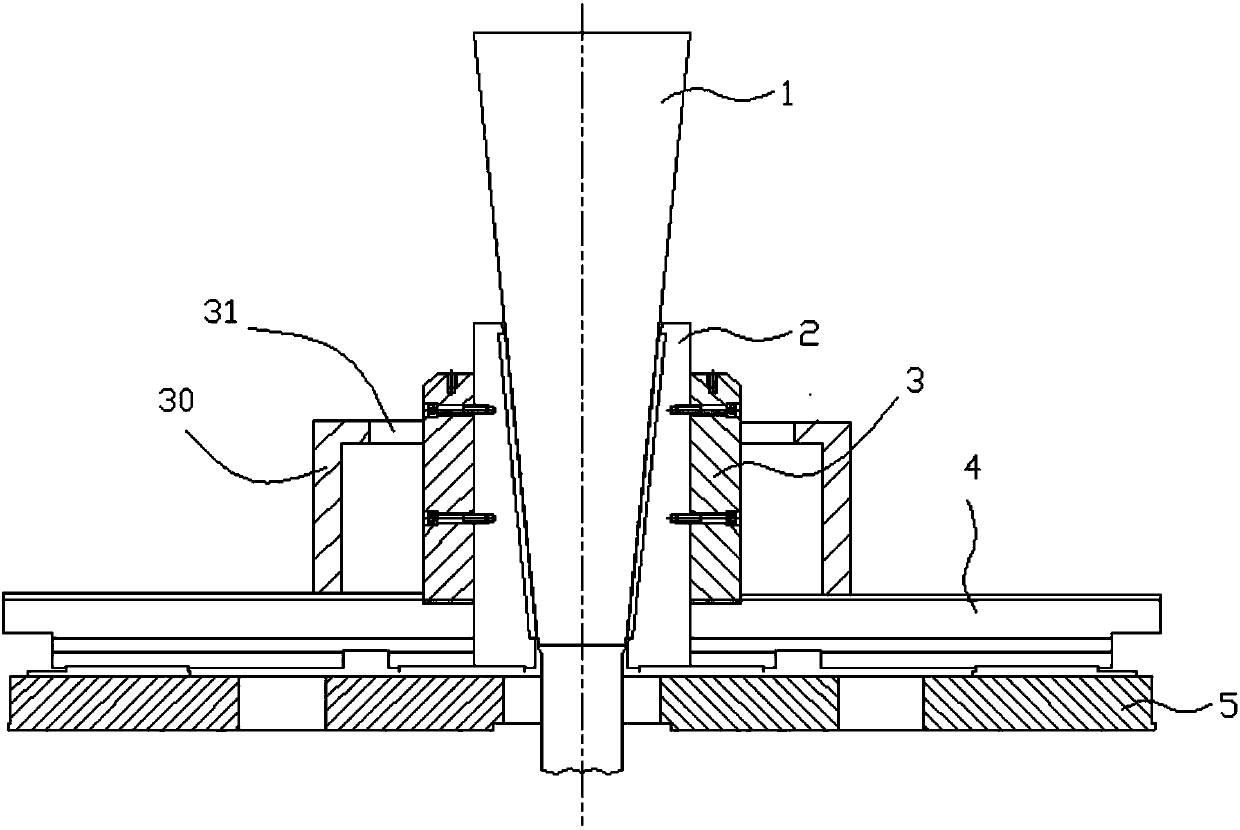
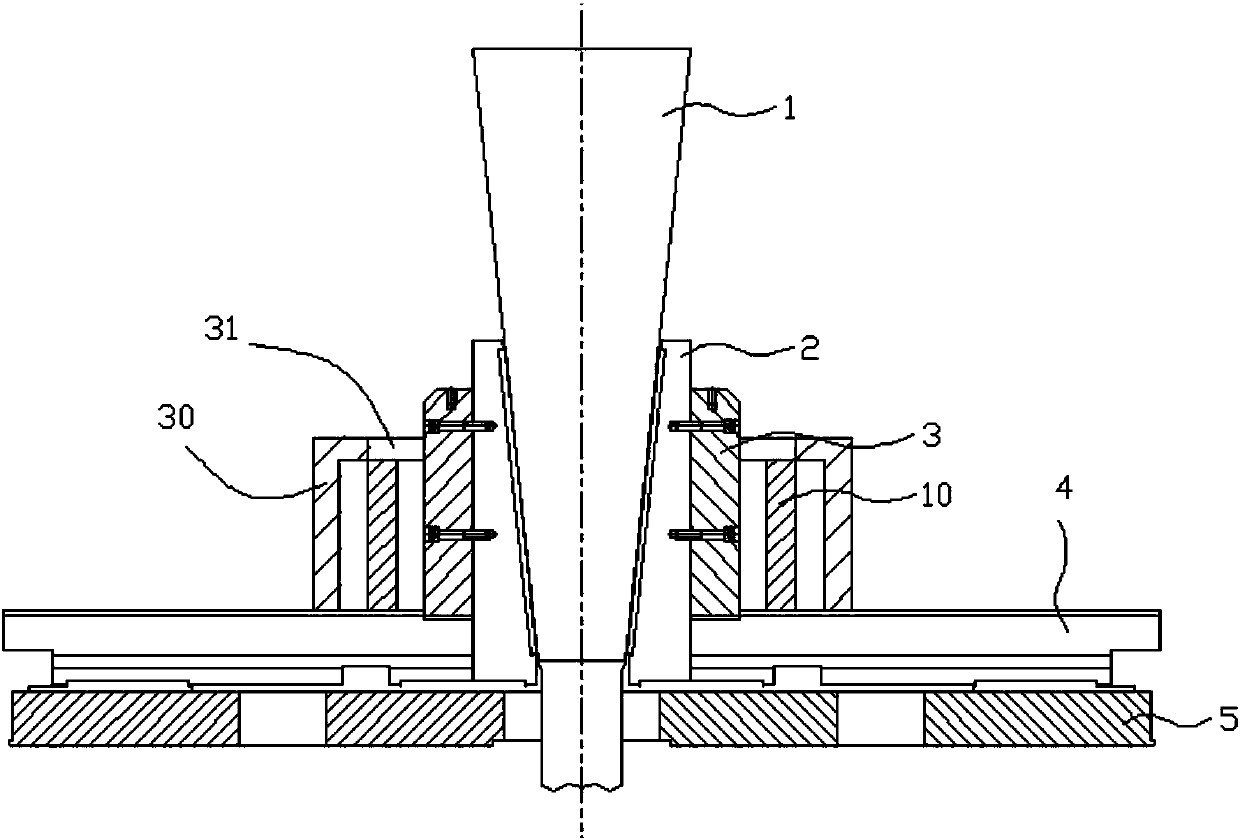
[0034] The structural diagram of the used bulging machine for implementing the thermal bulging method of the present invention provided in the prior art is as follows: figure 2 As shown, the bulging machine is mainly composed of a mandrel slider 1, a radial slider 2, a bulging block 3, a workbench 4 and a guide rail 5. The mandrel slider 1 is conical and is set in the radial slider 2 to cooperate with the conical inner peripheral surface of the radial slider 2. The mandrel slider 1 can be driven by the hydraulic cylinder of the bulging machine on the radial slider 2. Move up and down in the axial direction and squeeze the radial slide...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| height | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More