High-efficiency single-pass one-side welding with back formation method for moderately thick plate butting
A technology of single-sided welding and double-sided welding, which is applied in welding equipment, arc welding equipment, manufacturing tools, etc., can solve the problems of high welding cost, high labor intensity of welders, and low welding efficiency, so as to improve welding efficiency and save Weld filler material, effect of quality improvement
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
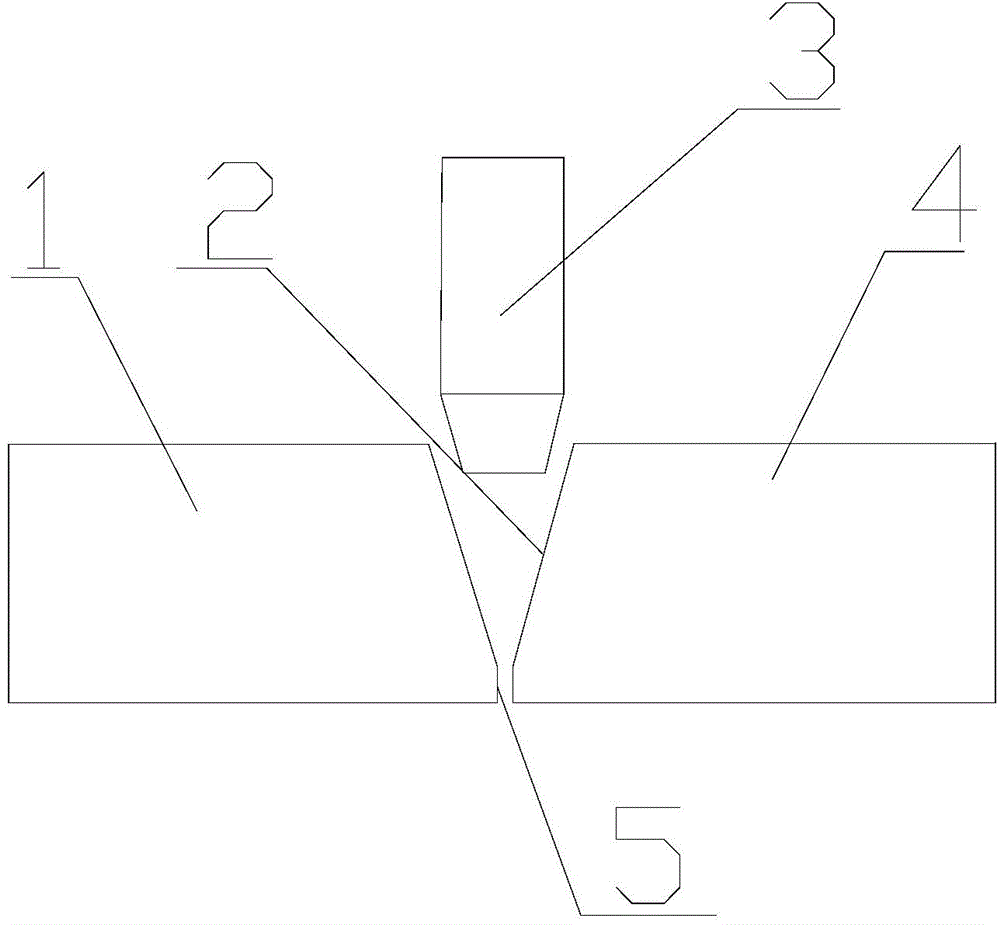
[0054] Example 1, such as figure 1 and figure 2 As shown, taking the butt weld of Q235-B plate with a plate thickness of 16mm as an example, the welding process of the butt weld is as follows:
[0055] (1) A single-sided welding groove 2 is processed on the workpiece I1 and workpiece II4, and the blunt edge 5 of the tip is 0.7-1.5mm. The angle formed by the assembly of the workpiece I1 and the workpiece II4 is 30°, and the spot welding is used for positioning , the gap between the positioned workpiece I1 and workpiece II4 is 0.5mm-1.5mm.
[0056] (2) Before welding, grind the single-sided welding groove 2 and the surfaces on both sides within 30mm, and clean the welding groove and the surfaces on both sides of the groove with acetone.
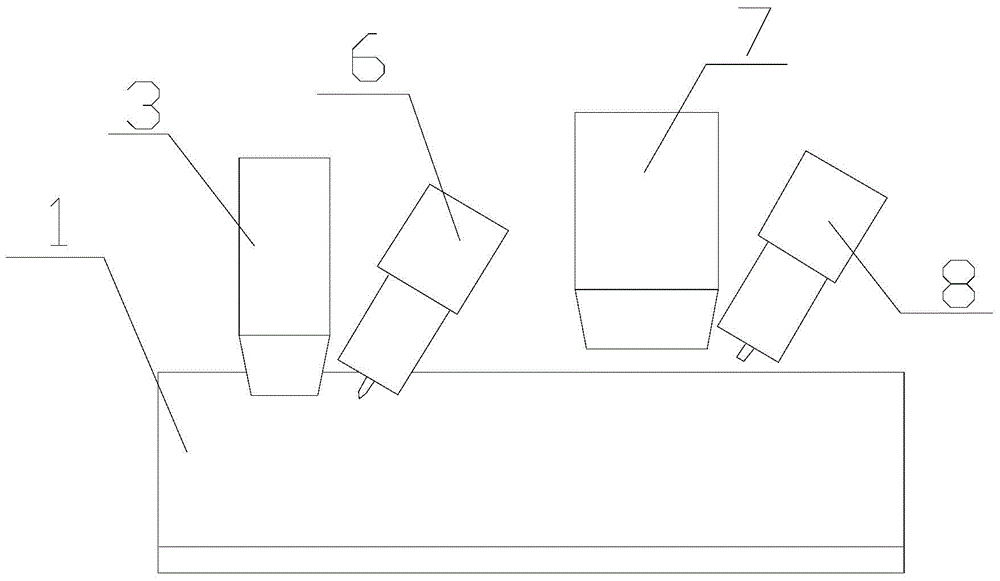
[0057] (3) Combining the respective welding torches on the gas metal arc welding machine and the argon tungsten arc welding machine at a certain angle α and a certain distance h, wherein the angle α is 30°-40°, and the length of h is 20mm -...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com