

The Method of Refining Surface Grain of 2cr10nimovnb Stainless Steel Forgings by Three Quenching
A technology for stainless steel and forgings, which is applied in the field of three-time quenching to refine the surface grains of 2Cr10NiMoVNb stainless steel forgings. the effect of
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
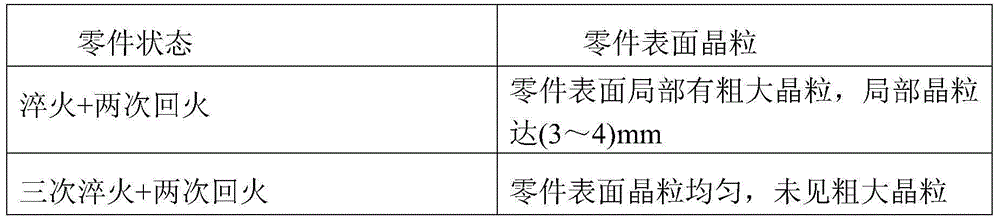
[0020] This embodiment is a method for refining the surface layer grains of 2Cr10NiMoVNb stainless steel forgings. The forging is a pie-shaped workpiece. Before the round cake-shaped workpiece has three times of quenching and grain refinement heat treatment, the normal heat treatment system is quenching + tempering, and coarse grains often appear on the surface of the part, and the local grains reach (3-4) mm.
[0021] The concrete process of this embodiment is:
[0022] Step 1: First quenching: first heat the air furnace to 950°C, put the forging in the air furnace, and raise the temperature to 950°C, and then keep it warm; Obtain the forging after the first quenching; wherein the holding time of this step is obtained by adding the basic holding time and the holding time determined according to the maximum thickness of the forging; the basic holding time is 30min, and the holding time determined according to the maximum thickness of the forging is: The holding time correspo...
Embodiment 2
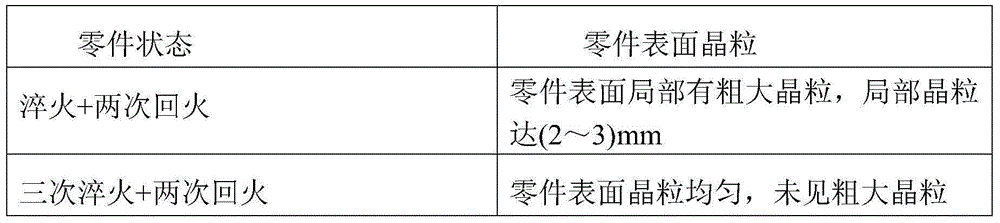
[0032] This embodiment is a method for refining the surface layer grains of 2Cr10NiMoVNb stainless steel forgings. The forging is an annular workpiece. The normal heat treatment system of the ring-shaped workpiece is quenching + tempering before three times of heat treatment for quenching and grain refinement. Coarse grains often appear on the surface of the part, and the local grains reach (2-3) mm.
[0033] The concrete process of this embodiment is:
[0034] Step 1: First quenching: firstly heat the air furnace to 1000°C, put the forging into the air furnace, and raise the temperature to 1000°C, and then keep it warm; Obtain the forging after the first quenching; wherein the holding time of this step is obtained by adding the basic holding time and the holding time determined according to the maximum thickness of the forging; the basic holding time is 30min, and the holding time determined according to the maximum thickness of the forging is: The holding time correspondin...
Embodiment 3
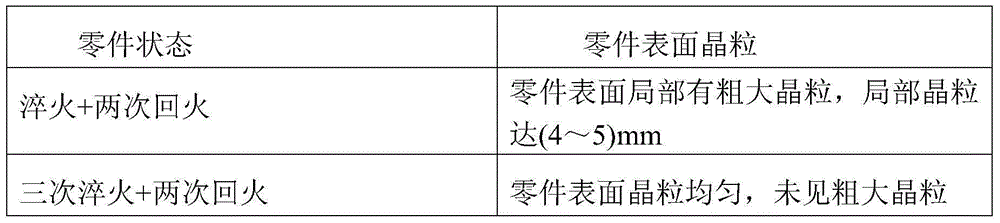
[0044] This embodiment is a method for refining the surface layer grains of 2Cr10NiMoVNb stainless steel forgings. The forging is a cuboid workpiece. The normal heat treatment system of the cuboid workpiece is quenching + tempering before three quenching and grain refinement heat treatments. Coarse grains often appear on the surface of the part, and the local grains reach (4-5) mm.
[0045] The concrete process of this embodiment is:
[0046] Step 1: First quenching: first heat the air furnace to 1050°C, put the forging in the air furnace, and raise the temperature to 1050°C, and then keep it warm; Obtain the forging after the first quenching; wherein the holding time of this step is obtained by adding the basic holding time and the holding time determined according to the maximum thickness of the forging; the basic holding time is 30min, and the holding time determined according to the maximum thickness of the forging is: The holding time corresponding to each mm thickness ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More