

Precision casting method for multi-cavity structural part
A technology of precision casting and structural parts, which is applied in the direction of casting molding equipment, casting molds, and cores. It can solve the problems of easy fracture of cores, breakouts, and difficult coating of slender cavities, so as to achieve high casting precision and high production efficiency. Simple operation, effective in solving slag inclusion phenomenon
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
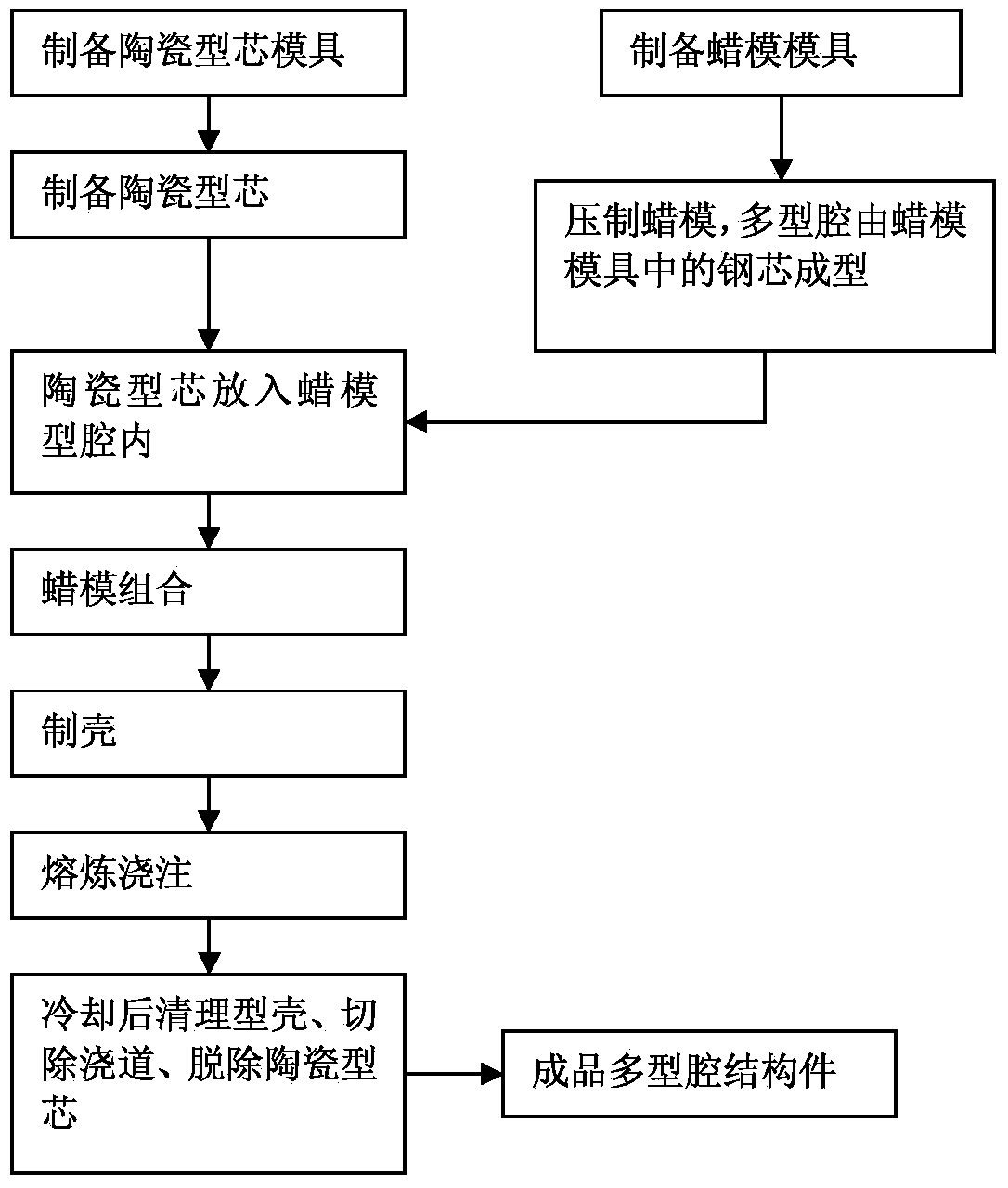
Method used
Image

Examples
Embodiment 1
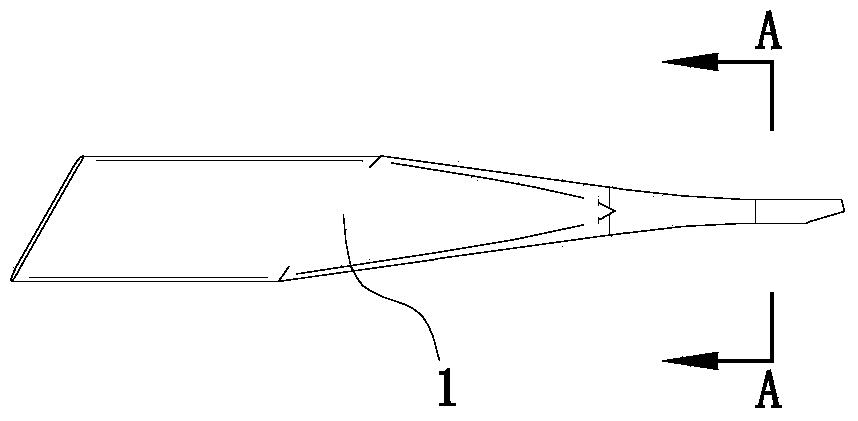
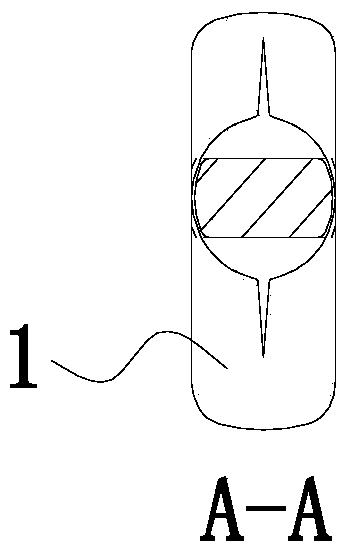
[0045] Embodiment 1 of the present invention: a casing has thirty-one straight through holes with varying cross-sections from small to large, and the molding method of the present invention is used: first, prepare figure 2 , 3 ceramic core 1 as shown, and then pressed as Figure 4 , 5 The wax mold 2 shown in the figure, and then insert the ceramic core 1 into the 31 through holes of the wax mold 2, seal the edges of the through holes, and then carry out moulding, shell making, smelting and pouring, post-processing and core removal to obtain Investment cast monolithic piece with thirty-one through holes.
Embodiment 2
[0046] Embodiment 2 of the present invention: there are eight curved cavities in a week in a certain overall precision casting structure, adopt the method of the present invention: first prepare as Figure 6 ceramic core 1, and pressed as Figure 6 Cover wax mold 3, and then press the main body wax mold 2, the main body wax mold 2 brings out the left side, right side and bottom surface of the curved cavity, put the cover wax mold 3 together with the ceramic core 1 The corresponding position of the main body wax mold 2 is sealed with adhesive wax on the left side and the left side of the cover plate, and the right side and the right side of the cover plate are sealed, and then the moulding, shell making, melting and pouring, post-processing and The core is removed to obtain an investment casting monolith with several curved cavities.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More