

A kind of welding method of carbon steel and stainless steel clad plate
A welding method and composite plate technology, applied in welding equipment, welding/welding/cutting items, non-electric welding equipment, etc., can solve problems such as mixing, increase effective thickness, eliminate metal mixing and gaps, and ensure corrosion resistance Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
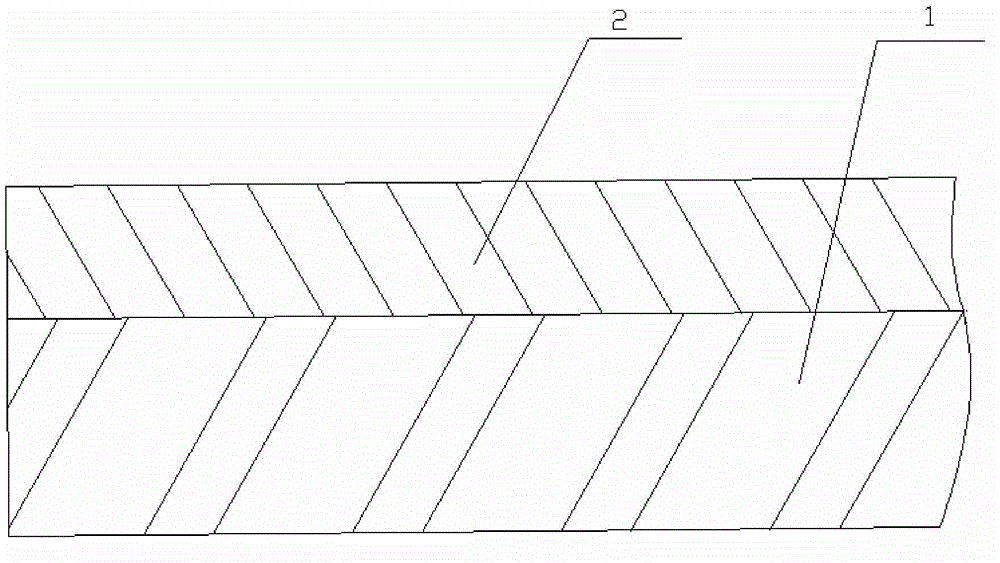
[0022] Such as figure 1 As shown, taking the rolled composite plate as an example, the base plate 1 is carbon steel with a thickness of 20mm.
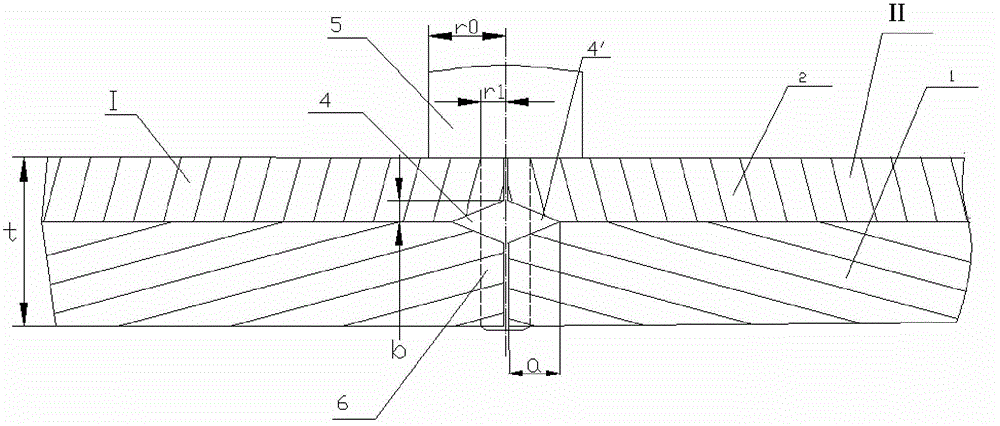
[0023] The clad plate 2 is made of stainless steel with a thickness of 10 mm, and the thickness of the clad plate is t=30 mm. The butt welding steps are:
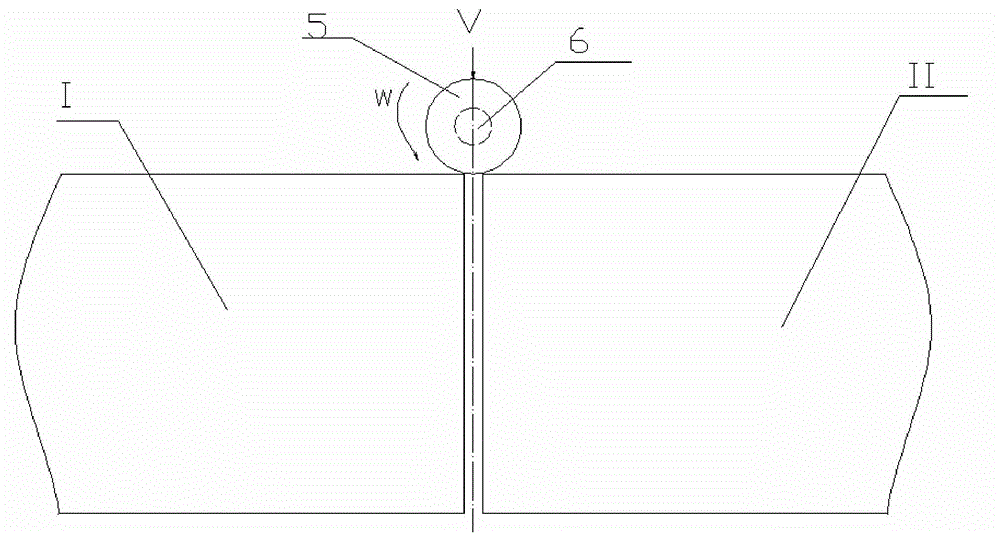
[0024] 1. If figure 2 As shown, take the composite plates I and II of A and B, and machine the left and right bevels 4 and 4' in the shape of isosceles triangles at the ends of their butt welding edges. The left and right bevels have the same shape and size, and the bottom The sides are opposite, the lateral height a=kl=kπωμFr 1 / 90000V, where ω=600r / min, μ=0.3, F=10KN, r 1 =15mm, V=60mm / min, k is 1.05 according to field operation experience. Calculated a = 16.5mm, b = 3mm determined by field operation experience. After the processing is completed, clean the rust on the groove.
[0025] 2. Align the butt joint edges of A and B composite plates I and II made of grooves with t...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More