

Aluminum-steel heat release welding method
An exothermic welding and aluminum block technology, applied in the direction of aluminothermic welding equipment, welding equipment, welding medium, etc., can solve the problems of aluminum-steel welding joint performance degradation, uncontrolled cost, low economic efficiency, etc., and achieve easy access , Simple structure, stable reaction process
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
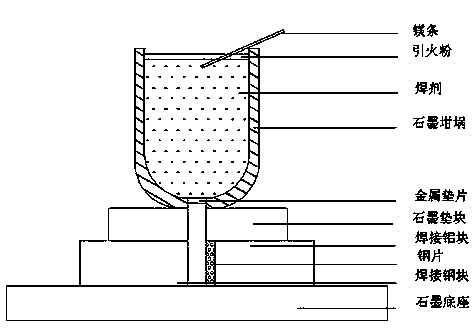
[0029] Grind the sections of the aluminum block and steel block to be welded with the same cross-sectional area, and place a pre-polished steel sheet of moderate size between the aluminum block and the steel block to be welded. The cross-sectional shape of the steel sheet is an inverted triangle , with a thickness of 3 mm; the aluminum block and the steel block according to figure 1 As shown, it is placed under the graphite crucible, and the center of the gap is aligned with the through hole at the bottom of the graphite crucible; there is a graphite base under the aluminum block and steel block, and there is a graphite pad with a through hole between the aluminum block, steel block and the graphite crucible. The through hole at the bottom of the graphite crucible is blocked by a metal sheet. The mass percentages were 22% of Al powder (fineness of 200 mesh), 68% of Fe 2 o 3 powder, 7% Si powder and 3% CaF 2 Put the powder in a powder mixer, mix evenly to form flux, then pu...
Embodiment 2
[0031] Grind the sections of the aluminum block and steel block to be welded with the same cross-sectional area, and place a pre-polished steel sheet of moderate size between the aluminum block and the steel block to be welded. The cross-sectional shape of the steel sheet is an inverted triangle , with a thickness of 3 mm; the aluminum block and the steel block according to figure 1 As shown, it is placed under the graphite crucible, and the center of the gap is aligned with the through hole at the bottom of the graphite crucible; there is a graphite base under the aluminum block and steel block, and there is a graphite pad with a through hole between the aluminum block, steel block and the graphite crucible. The through hole at the bottom of the graphite crucible is blocked by a metal sheet. The mass percentages were 24% of Al powder (fineness of 200 mesh), 66% of Fe 2 o 3 Powder, 6% Si powder and 4% NaF powder are placed in a powder mixer, mixed evenly to form flux, then t...
Embodiment 3
[0033]Grind the sections of the aluminum block and steel block to be welded with the same cross-sectional area, and place a pre-polished steel sheet of moderate size between the aluminum block and the steel block to be welded. The cross-sectional shape of the steel sheet is an inverted triangle , with a thickness of 3 mm; the aluminum block and the steel block according to figure 1 As shown, it is placed under the graphite crucible, and the center of the gap is aligned with the through hole at the bottom of the graphite crucible; there is a graphite base under the aluminum block and steel block, and there is a graphite pad with a through hole between the aluminum block, steel block and the graphite crucible. The through hole at the bottom of the graphite crucible is blocked by a metal sheet. The mass percentages were 26% of Al powder (fineness of 200 mesh), 64% of Fe 2 o 3 powder, 5% Si powder and 5% KF powder in a powder mixer, mix evenly to form flux, then put the flux int...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More