

Micro-deformation welding method of middle groove of scraper conveyor
A scraper conveyor and micro-deformation technology, applied in welding equipment, arc welding equipment, manufacturing tools, etc., can solve the problems of fast cooling speed, low efficiency, and large welding restraint stress, so as to reduce the consumption of welding materials and improve the welding quality. Stable and control the effect of welding deformation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0018]
[0019]
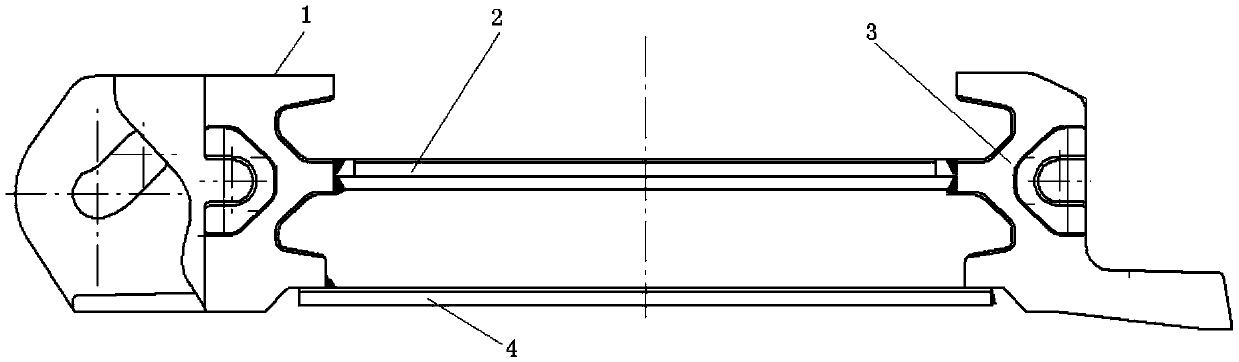
[0020] Firstly, rotate the blade groove side 3 and the baffle groove side 1 by 180 degrees and then reverse them, and assemble the middle plate 2 on the blade groove side 3 and the baffle groove side 1 first, (after installing the middle plate 2, you can install it first , that is, the shovel groove side 3 and the baffle groove side 1 middle plate 2 are fixed together by welding according to the size requirements of the drawing. Of course, this point installation step can also be omitted.) Use narrow gap MAG welding to complete the back weld of the middle plate 2 welding, and then assemble the bottom cover plate 4 to form a box-shaped structure, and then turn the entire box-shaped structure 180 degrees to restore the positive placement of the blade groove side 3 and the baffle plate groove side 1 (that is, figure 1 The position of the middle groove shown in the figure), and then use narrow-gap MAG welding to weld the front weld seam of the middle plate 2...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More