

Method for manufacturing low-cost ultrafine grain dual-phase steel seamless tube on line
An ultra-fine-grain, dual-phase steel technology, applied in the field of steel pipe preparation, can solve the problems that the idler table cannot ensure the uniform rotation of the steel pipe, cannot produce large-scale and length steel pipes, and limits the product specifications of the steel pipes, achieving low cost, Improves strong plasticity and prevents crack growth
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0039] The chemical composition of the steel used in this example is C: 0.20%, Si: 0.8%, Mn: 1.90%, Nb: 0.04%, P: 0.006%, S: 0.024%, and the balance is Fe and smelting conditions Impurities produced below. Its A is measured from the thermal expansion curve c1 and A c3 705 and 882°C, respectively.
[0040] The smelted ingot is forged into a bar, and the bar is turned to remove wrinkles and defects on the outer surface to form a tube billet. The tube billet is heated to 1200°C and kept for 2 hours before piercing, and then cooled to room temperature. The tube blank is cold-drawn for 5 passes to obtain a seamless cold-drawn steel tube with a wall thickness of 1.5 mm and an outer diameter of 46 mm.
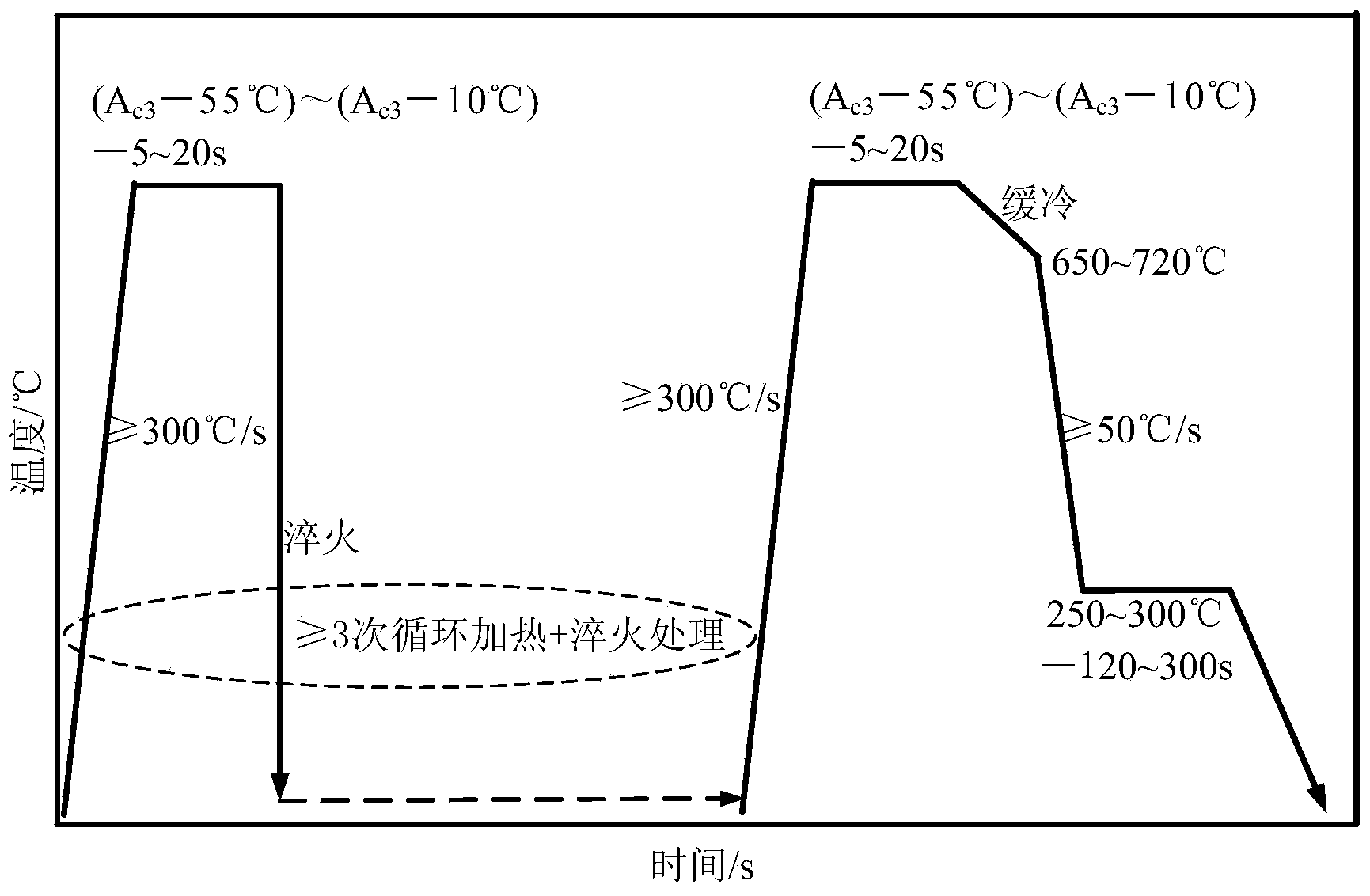
[0041] The seamless cold-drawn steel pipe was subjected to 3 cycles of heating + quenching treatment with an intermediate frequency heating induction coil. The specific annealing process parameters are shown in Table 1. The heating rate is about 300 °C / s, and the annealing temperat...
Embodiment 2
[0051] The chemical composition of the steel used in this example is C: 0.16%, Si: 0.5%, Mn: 1.54%, V: 0.05%, P: 0.019%, S: 0.016%, and the balance is Fe and smelting conditions Impurities produced below. Its A is measured from the thermal expansion curve c1 and A c3 728 and 865°C, respectively.
[0052] The smelted ingot is forged into a bar, and the bar is turned to remove wrinkles and defects on the outer surface to form a tube blank. The tube blank is heated to 1250°C and kept for 2 hours before piercing, and then cooled to room temperature. The tube blank is cold-drawn for 4 passes to obtain a seamless cold-drawn steel tube with a wall thickness of 3.2 mm and an outer diameter of 54 mm.
[0053] The seamless cold-drawn steel pipe is subjected to 3 cycles of heating + quenching treatment with an intermediate frequency heating induction coil. The specific annealing process parameters are shown in Table 2. The heating rate is about 300 °C / s, and the annealing temperature ...
Embodiment 3
[0059] The chemical composition of the steel used in this example is C: 0.11%, Si: 0.14%, Mn: 1.81%, P: 0.015%, S: 0.01%, and the balance is Fe and impurities produced under smelting conditions. Its A is measured from the thermal expansion curve c1 and A c3 746 and 854°C, respectively.
[0060] The smelted ingot is forged into a bar, and the bar is turned to remove wrinkles and defects on the outer surface to form a tube billet. The tube billet is heated to 1200°C and kept for 2 hours before piercing, and then cooled to room temperature. The tube blank is cold-drawn for 5 passes to obtain a seamless cold-drawn steel tube with a wall thickness of 2.5 mm and an outer diameter of 52 mm.
[0061] The seamless cold-drawn steel pipe is subjected to 3 cycles of heating + quenching treatment with an intermediate frequency heating induction coil. The specific annealing process parameters are shown in Table 3, in which the heating rate is about 400°C / s, and the annealing temperature (...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More