Thin wall cold roll forming process
A cold forming and process technology, applied in the field of machining, can solve problems such as scratch machining accuracy, and achieve the effect of improving machining accuracy, saving manpower and material resources, and preventing scratches
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment Construction
[0050] The technical solution of the present invention will be introduced in detail below in conjunction with the accompanying drawings.
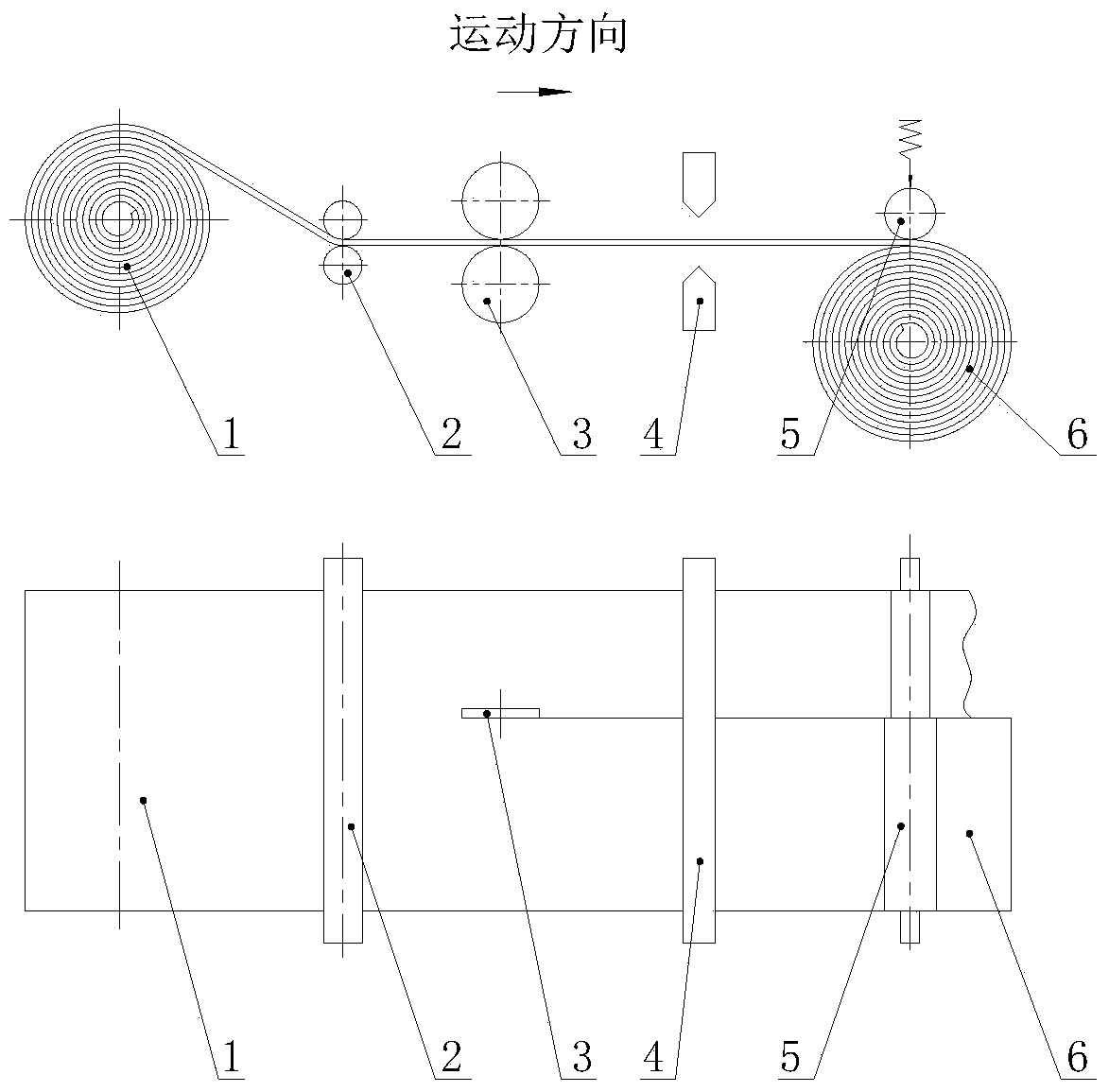
[0051] refer to figure 1 , the technological process of the present invention is as follows:
[0052] Raw material slitting - unit feeding - unit forming - high frequency welding - straightening - sawing
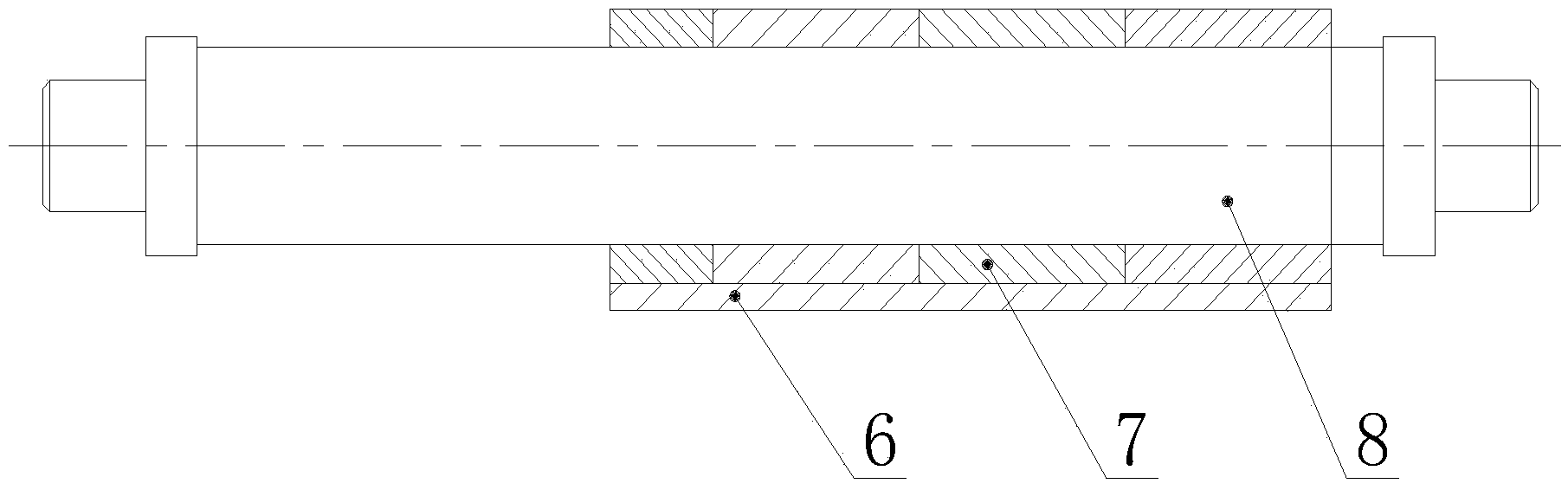
[0053] (1) Raw material slitting process, refer to figure 2 , image 3 and Figure 5 :
[0054] Raw materials are prepared, and the raw material plate 1 is selected according to product specifications, varieties and steel strip 6 quality. After the raw material plate 1 is selected, a specific inspection can be carried out according to the standards of slitting strip and cold strip steel, and the qualified raw material plate 1 can be transported to the production section. scratched.
[0055] 1. Belt pressing process (including separation): select the separator 5 pad and the circular shear 3 according to the specifications of the stee...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com