

A kind of corrugated pipe processing technology
A processing technology and corrugated pipe technology, which is applied in the field of corrugated pipe processing technology, can solve the problems of difficulty in guaranteeing the welding quality of tunnel pipes, inability to complete tunnel pipe processing, poor forming accuracy and consistency, etc., so as to save the cost of welding materials and weld inspection Cost reduction, reduction in the amount of weld seam welding, and high forming accuracy
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0035] A corrugated pipe processing technology, it comprises the following steps:
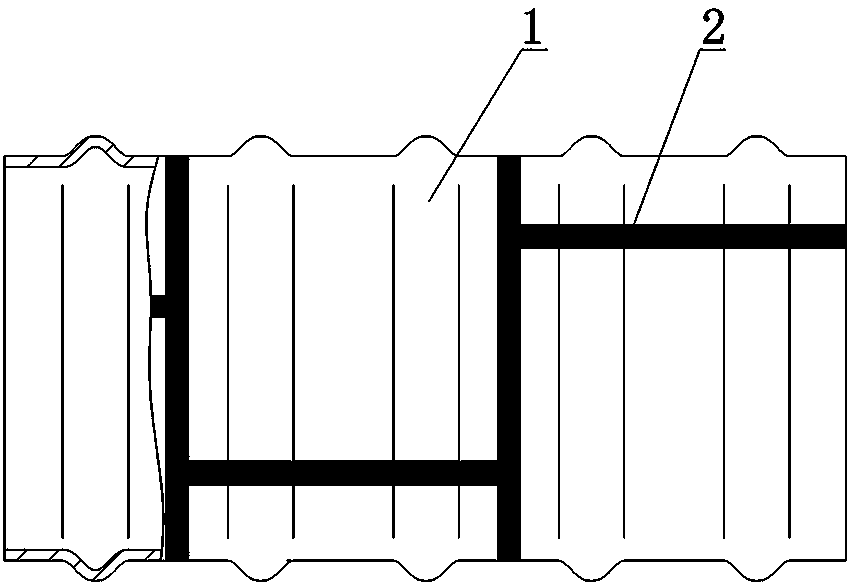
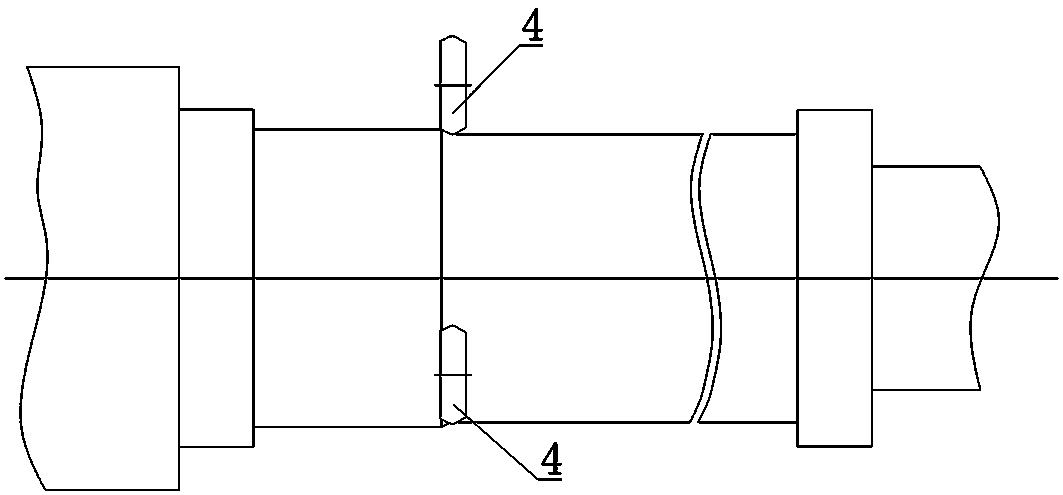
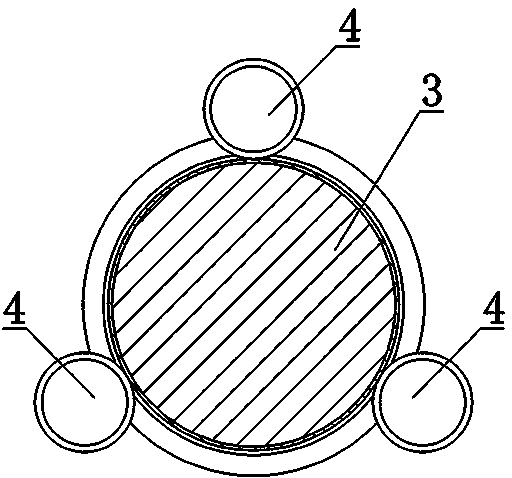
[0036] S1, such as figure 2 , image 3As shown, the short thick-walled tube blank is formed into a long thin-walled tube by the powerful spinning forming process; the material of the short thick-walled tube blank is 5A03 (LF3), the heat treatment state of the prespun blank is O state, and the short thick-walled blank tube is long L=650mm, inner diameter d=264.6mm, wall thickness t 0 =10mm, the wall thickness of the long thin-walled pipe obtained in the step S1 is 3mm, the inner diameter of the trough of the finished corrugated pipe d=247mm, the outer diameter D=253mm, and the fillet radius of the corrugated top of the finished corrugated pipe R=13.2mm ;
[0037] S2. Carry out heat treatment to the long and thin-walled tube obtained in step S1. The condition of heat treatment is complete annealing. After spinning, the preformed blank will be hardened. If the diameter reduction spinning is p...
Embodiment 2
[0046] A corrugated pipe processing technology, it comprises the following steps:
[0047] S1, such as figure 2 , image 3 As shown, the short thick-walled tube blank is formed into a long thin-walled tube by the powerful spinning forming process; the material of the short thick-walled tube blank is 5A03 (LF3), the heat treatment state of the prespun blank is O state, and the short thick-walled blank tube is long L=650mm, inner diameter d=264.6mm, wall thickness t 0 =10mm, the wall thickness of the long thin-walled pipe obtained in the step S1 is 2.7mm, the inner diameter of the trough of the finished corrugated pipe d=244.6mm, the outer diameter D=250mm, and the fillet radius of the corrugated top of the finished corrugated pipe R= 16.2mm;
[0048] S2. Heat-treat the long thin-walled tube obtained in step S1. The conditions for heat treatment are complete annealing, the heating temperature is 400°C, the temperature is kept for 60 minutes, and the furnace is cooled to 170°...
Embodiment 3
[0057] A corrugated pipe processing technology, it comprises the following steps:
[0058] S1, such as figure 2 , image 3 As shown, the short thick-walled tube blank is formed into a long thin-walled tube by the powerful spinning forming process; the material of the short thick-walled tube blank is 5A03 (LF3), the heat treatment state of the prespun blank is O state, and the short thick-walled blank tube is long L=650mm, inner diameter d=264.6mm, wall thickness t 0 =12mm, the wall thickness of the long thin-walled pipe obtained in the step S1 is 3.5mm, the inner diameter of the trough of the finished corrugated pipe d=246mm, the outer diameter D=253mm, and the fillet radius of the corrugated top of the finished corrugated pipe R=13.2 mm;
[0059] S2. Heat-treat the long thin-walled tube obtained in step S1. The conditions for heat treatment are complete annealing, the heating temperature is 390°C, the heat preservation is 70min, and the furnace is cooled to 180°C to elimi...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More