

Boiler steel frame combination and installation process of sintering machine circular cooler
A boiler and chiller technology, applied in the direction of boiler support/positioning devices, etc., can solve the problems of shortened steel frame period, long construction period, long steel frame construction period, etc., achieve high installation stability, shorten installation period, and solve long construction period Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
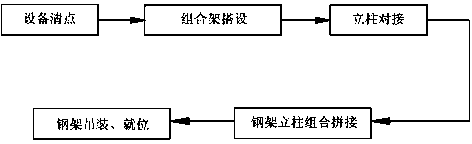
[0033] Such as figure 1 As shown, the sintering machine annular cooler boiler steel frame assembly and installation process includes the following steps,
[0034] Combination and assembly of columns: (a) Name the six columns Z1, Z2, Z3, Z4, Z5, Z6 in turn, where Z1 and Z2 form a group, Z3 and Z4 form a group, Z5 and Z6 form a group, in each The left and right centerlines are drawn on the upper and lower sections of the root column, and the two sides of the interface are respectively padded and leveled when docking. First, the butt joint between the columns is welded, and then the web is welded. The total length of the column is 4mm longer than that before welding, and the single column After welding, check the straightness of the column, the straightness error is 8mm, the deviation of the butt center line is 1.5mm, the total length deviation is -8mm, the column curvature is 1 / 1000, and is 10mm, and the column torsion value is 1 / 1000, and 10mm, the bracket height deviation is...
Embodiment 2
[0043] Such as figure 1 As shown, the sintering machine annular cooler boiler steel frame assembly and installation process includes the following steps,
[0044] Combination and assembly of columns: (a) Name the six columns Z1, Z2, Z3, Z4, Z5, Z6 in turn, where Z1 and Z2 form a group, Z3 and Z4 form a group, Z5 and Z6 form a group, in each The left and right centerlines are drawn on the upper and lower sections of the root column, and the two sides of the interface are respectively padded and leveled when docking. First, the butt joint between the columns is welded, and then the web is welded. The total length of the column is 4mm longer than that before welding, and the single column After welding, check the straightness of the column, the straightness error is 6mm, the deviation of the butt center line is 1.2mm, the total length deviation is -4mm, the column curvature is 1 / 1200, and it is 8mm, and the column torsion is 1 / 1200, and 8mm, bracket height deviation is -1mm;
...
Embodiment 3
[0058] Such as figure 1 As shown, the sintering machine annular cooler boiler steel frame assembly and installation process includes the following steps,
[0059] Combination and assembly of columns: (a) Name the six columns Z1, Z2, Z3, Z4, Z5, Z6 in turn, where Z1 and Z2 form a group, Z3 and Z4 form a group, Z5 and Z6 form a group, in each The left and right centerlines are drawn on the upper and lower sections of the root column, and the two sides of the interface are respectively padded and leveled when docking. First, the butt joint between the columns is welded, and then the web is welded. The total length of the column is 4mm longer than that before welding, and the single column After welding, check the straightness of the column, the straightness error is 5mm, the deviation of the center line of the butt joint is 1.0mm, the deviation of the total length is +2mm, the curvature of the column is 1 / 1500, and ≤5mm, and the torsion of the column is 1 / 1500, and 5mm, bracket ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More