

Fan-shaped segment structure and method for realizing continuous casting, solidification and tail end composite pressing of super-thick plate
A technology of solidification end and fan-shaped section, which is applied in the field of metallurgy, and can solve problems such as segregation and porosity reduction at the center of the slab, large deformation resistance of the slab, and low casting speed.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0037] The method for realizing composite pressing at the solidification end of extra-thick plate continuous casting based on the above-mentioned structure includes the following steps:
[0038] Step 1. The slab enters the sector structure. The thickness of the slab is 300mm, the width is 2100mm, the steel type is Q345-B, and the casting speed is 0.95m / min. S , f S =(TL-T) / (TL-TS), TL represents the liquidus temperature of the slab, T represents the central temperature of the slab, and TS represents the solidus temperature of the slab;
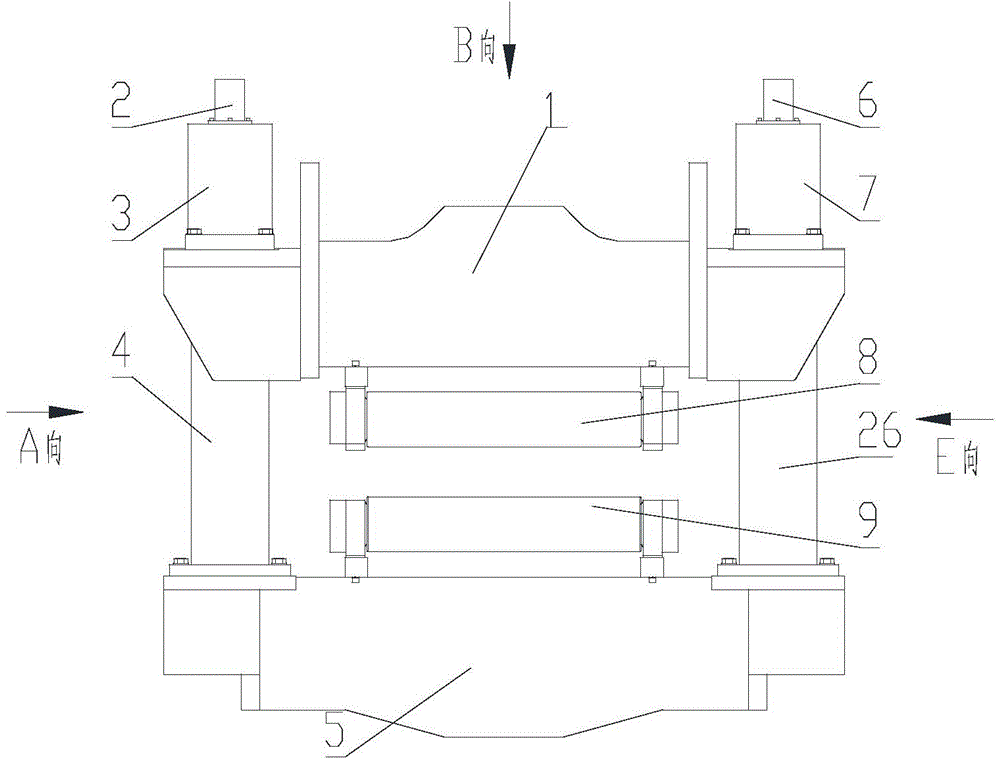
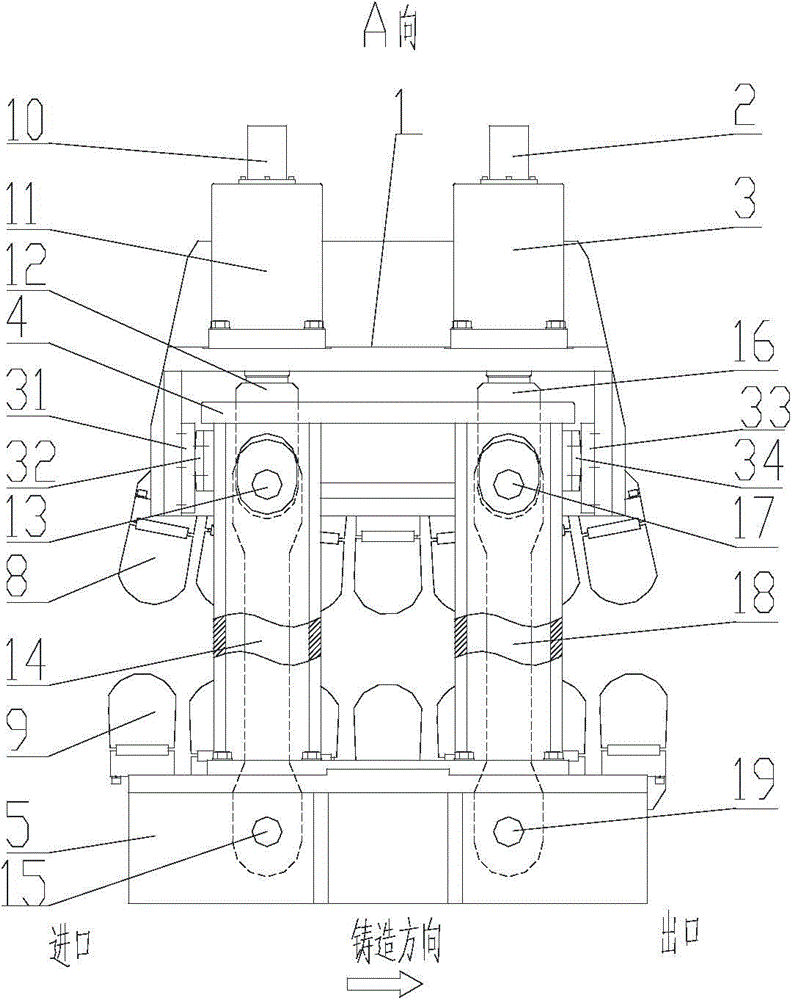
[0039] Step 2, the solid phase ratio f in the center of the slab S =0.53 area, through the first displacement sensor 2, the second displacement sensor 6, the third displacement sensor 10, and the fourth displacement sensor 20 to detect the opening degree of the sector, control the first oil cylinder assembly 3, the second oil cylinder assembly 7, and the third oil cylinder Assembling 11, the fourth oil cylinder assembly 21 retracts the strok...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More