

Manufacturing method for carbon fiber antenna surface
A manufacturing method and antenna surface technology, which can be applied to other household appliances, household appliances, household components, etc., can solve the problems that autoclave equipment cannot be applied in large quantities, the production equipment occupies a large area, and the price is difficult for consumers. , to achieve the effect of large flexibility in mold manufacturing and material selection, small investment in equipment and molds, and low porosity
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment 1
[0042] A method for manufacturing a carbon fiber antenna surface, comprising the following steps:
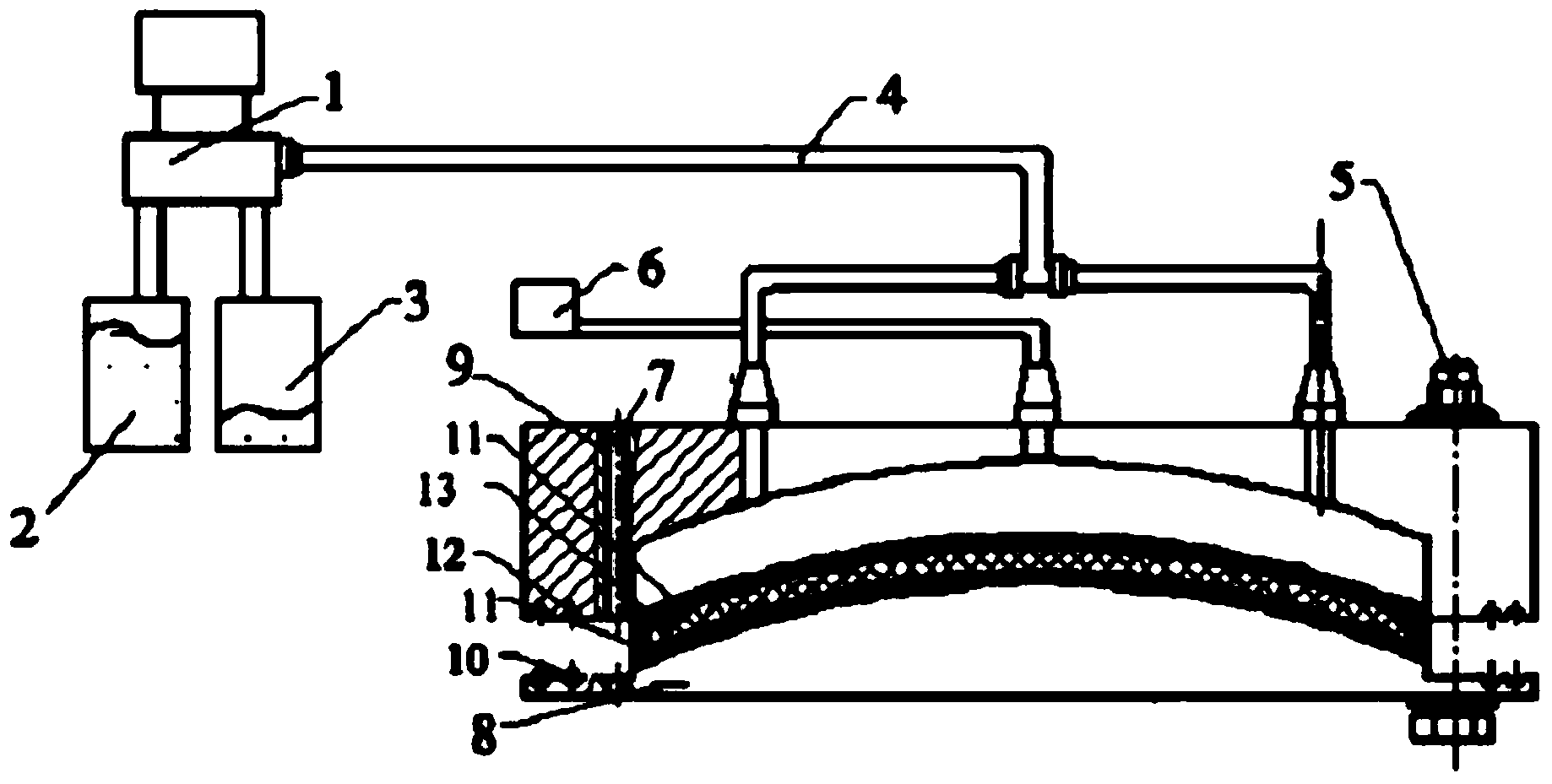
[0043] (1), the prefabricated mold of the carbon fiber antenna surface, the mold is divided into a female mold 9 and a male mold 8;
[0044] Because the face-to-face precision of the carbon fiber antenna is high, so: (1) The material of the mold is 45# steel, and its thickness, length and width are determined according to the chord height and size of the carbon fiber antenna surface; Exactly female mold 9 and positive mold 8), process two sealing grooves 12 that place ∮ 10 rubber sealing strip 10 along the outer 100mm of the mold cavity. If the seal is not good enough to leak air, the product is easy to be scrapped. Sealing is a critical step in the entire mold making process. According to the size and structure of the product, the mold for producing carbon fiber antenna surfaces uses simple semicircular two seals (see figure 1 ).
[0045] (2) Step (1) mold is polished;
[00...
specific Embodiment 2
[0070] Roughly the same as the specific embodiment 1, the difference is:
[0071] 1. Step (6): 4 layers of 3K carbon fiber cloth 11 are sequentially laid on the male mold 8 of the mold in step (5), and the edge of the 3K carbon fiber cloth 11 is reserved for about 100 mm;
[0072] 2, the thickness of PVC foam 13 is 14.8mm in the step (7);
[0073] 3, step (11): use epoxy resin injection machine 1 to inject epoxy resin and curing agent (ethylenediamine, its content is 10% of epoxy resin quality) from the feeding port of female mold 9, epoxy resin The mixing and injection pressure of the glue injection machine is 4.5 bar, and after 120 minutes of reaction at 30°C, the mold is demoulded to obtain the blank of the carbon fiber antenna surface.
specific Embodiment 3
[0074] Roughly the same as the specific embodiment 1, the difference is:
[0075] Step (11): use epoxy resin injection machine 1 to inject epoxy resin and curing agent (hexamethylenediamine, its content is 12% of epoxy resin quality) from the feeding port of female mold 9, epoxy resin glue injection The mixing injection pressure of the machine is 4 bar, and after 135 minutes of reaction at 25 ° C, the mold is demoulded to obtain the blank of the carbon fiber antenna surface.
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More