

Composite rolling mill clad-rolling large-lag AGC (automatic gain control) method
A control method and technology of a compound rolling mill, which are applied in the rolling mill control device, rolling force/roll gap control, metal rolling, etc., can solve the problem of increasing the work intensity of the operator, reducing the work efficiency of the operator, and the divergence of the AGC roll gap correction amount. and other problems, to achieve the effect of shortening the frequency of accidents, reducing the probability of belt breakage, and changing the roll gap smoothly and continuously.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0031] In order to make the object, technical solution and advantages of the present invention more clear, the present invention will be further described in detail below in conjunction with the examples. It should be understood that the specific embodiments described here are only used to explain the present invention, not to limit the present invention.
[0032] Such as figure 1 and figure 2 As shown, a large time-delay AGC control method for clad rolling in a clad rolling mill, comprising the following steps:
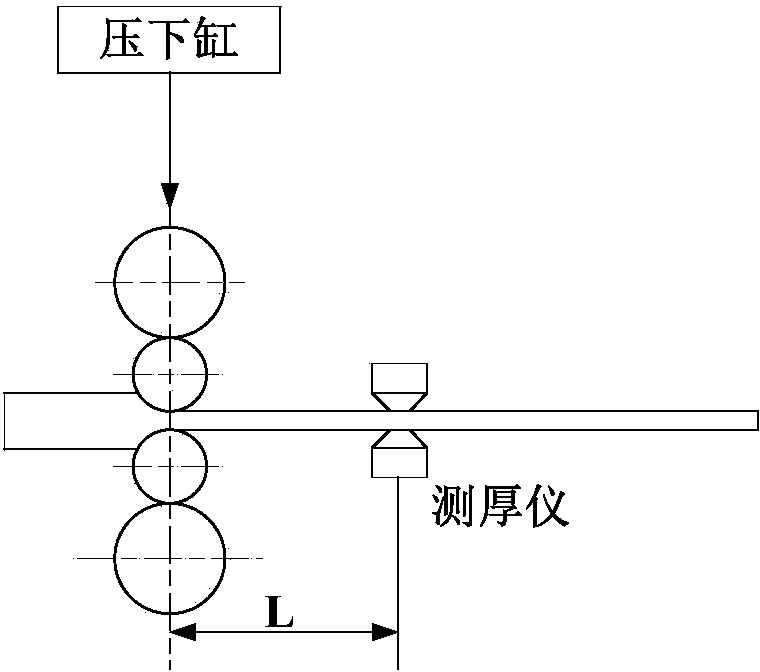
[0033] 1) A thickness gauge is installed at the exit of the rolling mill stand. The distance L between the thickness gauge and the roll gap of the rolling mill is fixed, and the thickness gauge measures the thickness value of the finished strip in real time. The control system calculates the sampling period for reading the thickness of the thickness gauge according to the current strip speed V and distance L;
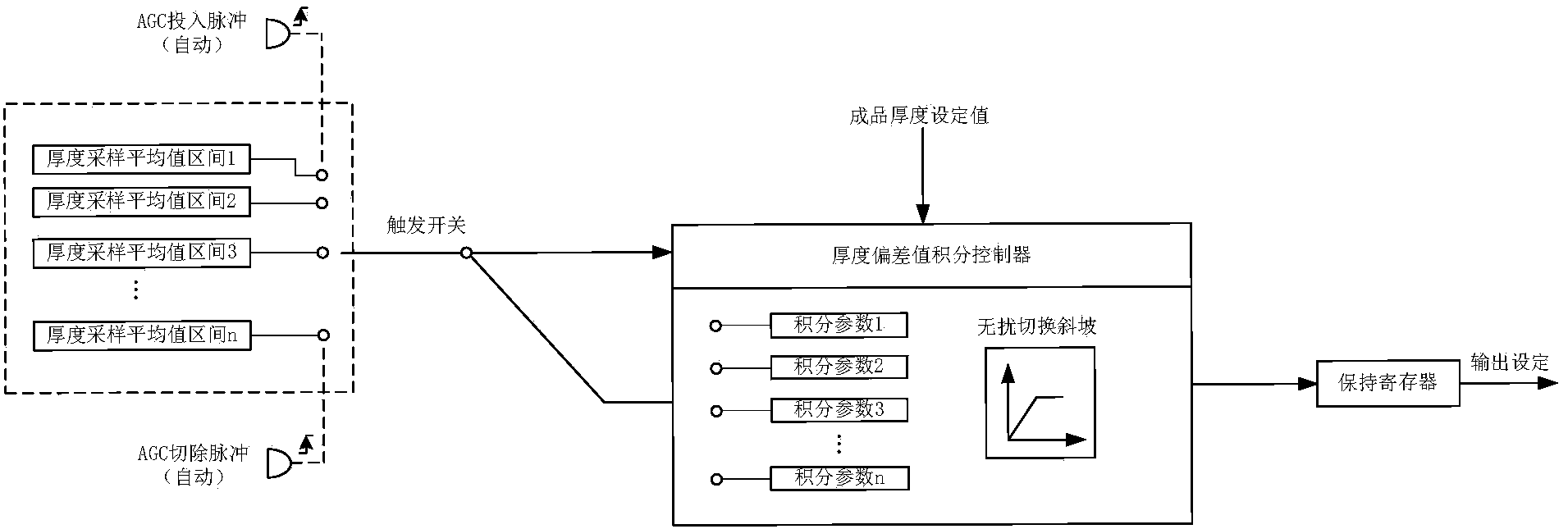
[0034] 2) and accumulate M thickness values in a f...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More